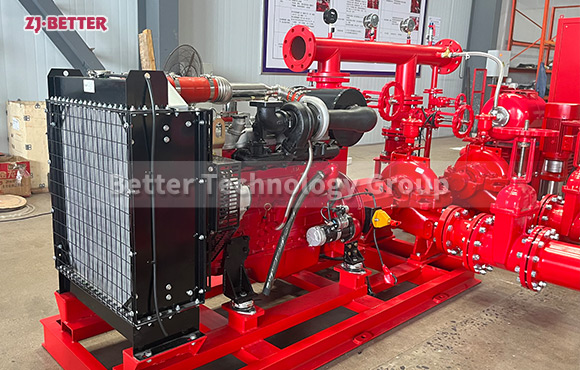
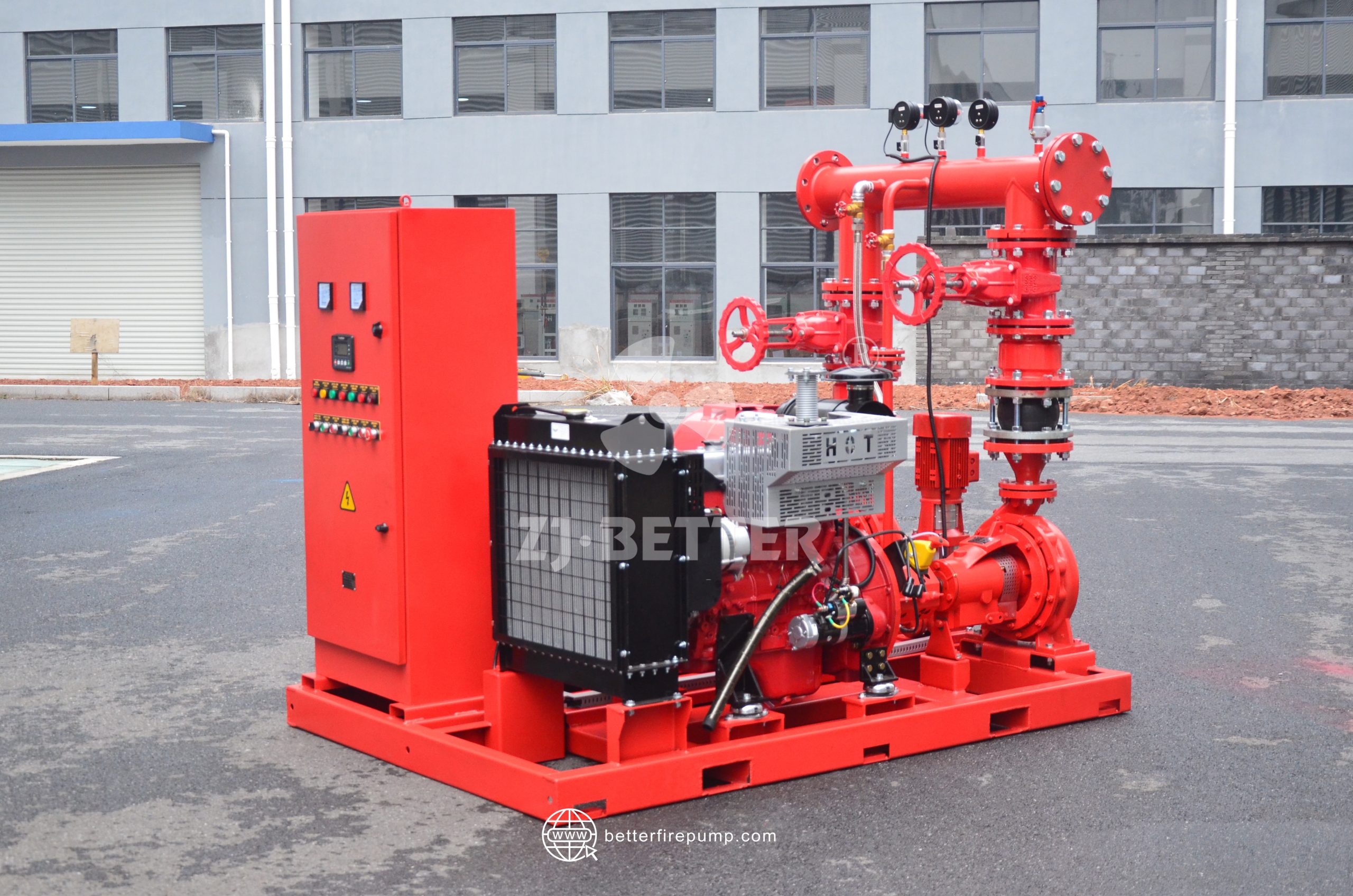
Integrated Fire Jockey Pump with Control and Protection Functions
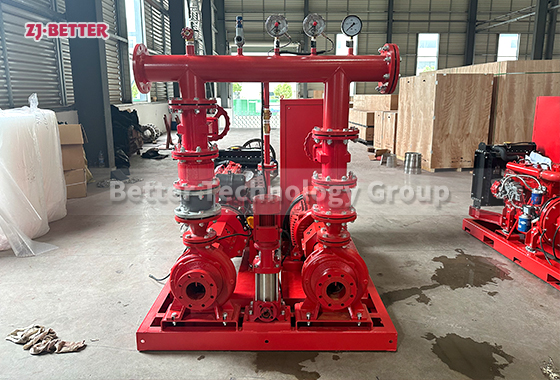
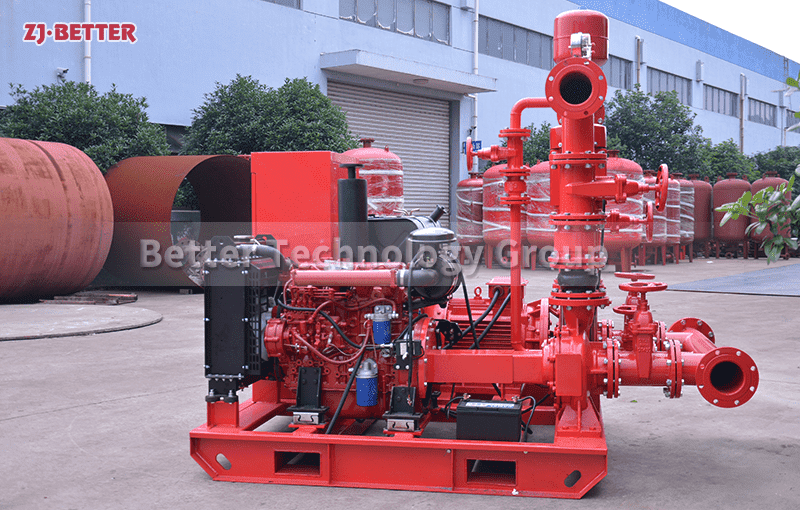
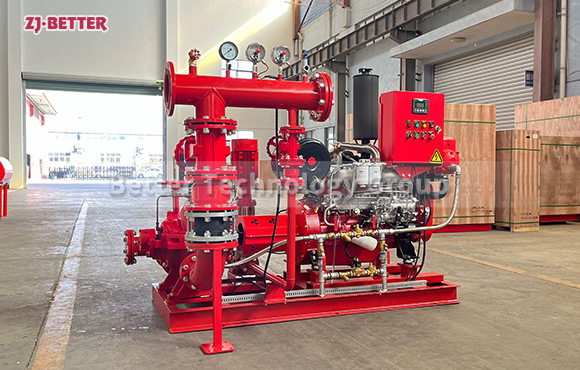
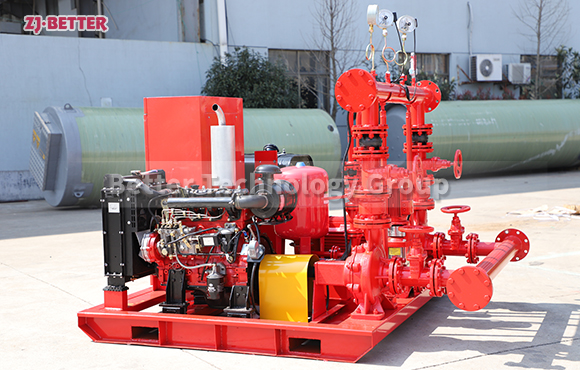
The integrated fire-fighting pressure stabilizing unit combines control, pressure replenishment and protection functions, and has the advantages of intelligent constant pressure, energy-saving operation and stable water supply. It is suitable for building and industrial fire protection systems.
Integrated fire-fighting pressure-stabilizing units, combining control, pressure replenishment, and protection functions, are among the most representative high-efficiency devices in modern fire-fighting water supply systems. By highly integrating the fire-fighting pressure-stabilizing pump, intelligent control system, pressure regulating components, and safety protection devices, they achieve a comprehensive improvement in equipment operating efficiency, stability, and automation. In modern high-rise buildings, industrial parks, commercial complexes, and warehousing and logistics centers, fire protection systems are often on standby. Maintaining stable pipeline pressure and ensuring immediate operation in the event of a fire has become a critical issue in fire protection engineering. Integrated fire-fighting pressure-stabilizing units were developed specifically to address this need. Through a compact structural design and intelligent operation mode, they provide a more stable, efficient, and energy-saving solution for fire-fighting water supply systems. Structurally, the equipment adopts an integrated base layout, centrally installing the pressure-stabilizing pump, electrical control cabinet, pressure tank, and piping system on the same platform. This not only reduces the space waste caused by the dispersed installation of traditional equipment but also significantly improves the overall system coordination, making the equipment easier to transport, install, and commission. Convenient and quick, especially suitable for space-constrained computer room environments, the unit uses a high-efficiency centrifugal pump as its core water supply component in terms of hydraulic performance. By optimizing the impeller and flow channel structure, water flow is smoother within the pump body, effectively reducing hydraulic losses and improving water supply efficiency. Even under low flow conditions, it maintains stable pressure output, ensuring the fire protection network is always in optimal standby condition. Regarding pressure replenishment, the system uses a high-sensitivity pressure sensor to monitor network pressure changes in real time. When the pressure falls below the set value, the pressure-stabilizing pump automatically starts to replenish pressure, and automatically stops operating when the pressure returns to normal. This intelligent operation mode not only avoids pressure fluctuations affecting the stability of the fire protection system but also reduces unnecessary equipment operating time, thereby reducing energy consumption and extending equipment lifespan. In terms of the control system, the unit is equipped with an intelligent control cabinet, featuring automatic start/stop, operating status monitoring, fault alarms, and multiple protection functions. It can monitor the pressure, current, voltage, and motor status during equipment operation in real time. In case of abnormalities, it can promptly issue alarms and take protective measures, thus ensuring… To effectively prevent equipment damage and improve system operational safety, this equipment features multiple safety functions, including phase loss protection, overload protection, short circuit protection, and low-voltage protection. This ensures stable and reliable operation even under complex conditions, further enhancing the overall safety level of the fire protection system. Regarding energy efficiency, the integrated fire-fighting pressure stabilizing unit works in conjunction with the pressure tank through intelligent control. It can regulate pressure without frequent main pump starts under small pressure fluctuations, significantly reducing energy consumption and mechanical wear. Furthermore, since the pressure stabilizing pump typically operates under low load conditions, its operating efficiency is higher and energy consumption is lower, achieving long-term energy-saving operation goals. In terms of operational stability, the equipment uses high-quality motors and precision manufacturing processes, maintaining low vibration and low noise levels during long-term operation. This not only improves the operating environment of the computer room but also reduces fatigue damage to mechanical components, thus extending the overall service life of the equipment. For durability, key components are made of corrosion-resistant and wear-resistant materials, enabling the equipment to adapt to complex environmental conditions such as humidity, high temperatures, and dust, ensuring long-term stable operation. Installation and maintenance… In terms of maintenance, the unit adopts a modular design concept, with a clear and reasonable layout of each functional component. Maintenance personnel can quickly perform daily inspections and repairs. At the same time, the standardized interface design makes it easier for later upgrades and expansions, thereby reducing maintenance costs and improving equipment management efficiency. In terms of application areas, this integrated fire-fighting pressure stabilizing unit is widely used in high-rise buildings, underground garages, commercial centers, industrial plants, hospitals, schools, and data centers. In these environments with extremely high requirements for the stability of fire protection systems, the equipment can continuously maintain the stable pressure of the fire pipeline network, ensuring that the main fire pump can start quickly and provide sufficient water supply in the event of a fire, thus providing important protection for personnel safety and property protection. Overall, the integrated fire-fighting pressure stabilizing unit deeply integrates control, pressure replenishment, and protection functions, realizing the automated, stable, and energy-saving operation of the fire protection system. It not only effectively improves the reliability of the fire water supply system but also significantly reduces operation and maintenance costs. It is a key piece of equipment in modern fire protection engineering that combines high performance and high economy, and can provide continuous, stable, and efficient fire water supply for various complex application environments.