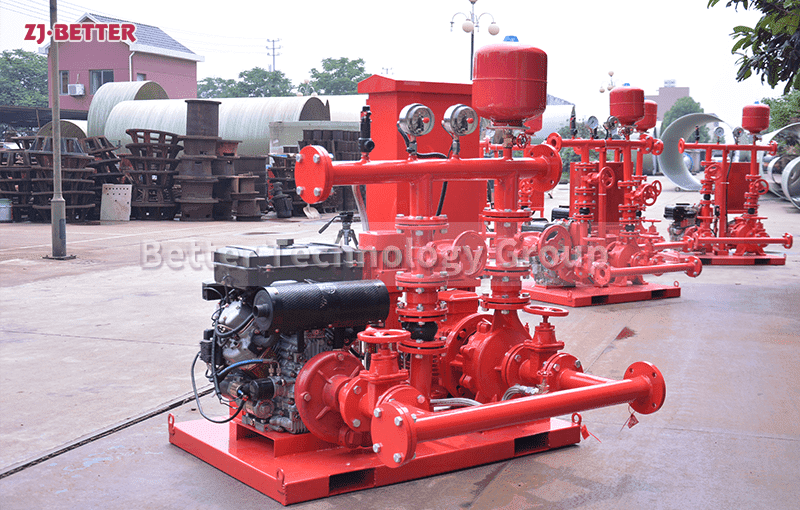
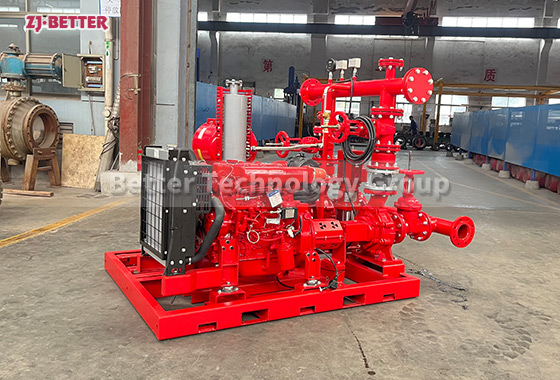
Vertical Multistage Fire Pump for High-Head Water Delivery
Vertical multistage fire pumps offer advantages such as high lift for precise water supply, compact installation, intelligent control, and high energy efficiency. They are widely used in high-rise buildings and industrial fire protection systems, comprehensively improving the reliability of fire water supply.
In the construction of modern fire protection engineering systems, the performance of fire water supply systems directly affects fire fighting efficiency and building safety levels. With the continuous advancement of urbanization, high-rise buildings, super high-rise complexes, large commercial centers, underground spaces, industrial parks, and buildings with special functions are constantly increasing, placing increasingly higher technical demands on fire water supply systems. Especially in high-rise buildings and long-distance fire water supply scenarios, ordinary fire pumps often struggle to meet the actual needs for high head, stable pressure, and precise water supply. Insufficient water pressure may cause high-rise terminal sprinkler systems to malfunction, affecting fire fighting efficiency; fluctuations in water supply may cause instability in the fire protection system, increasing the risk of fire control failure. Vertical multistage fire pumps have become a crucial core component in modern high-standard fire protection systems against this backdrop. With their multistage impeller pressurization structure, high-head precise water supply capability, compact installation design, intelligent control, and excellent operational stability, these pumps can provide continuous and reliable high-pressure water supply support for complex fire protection projects, fully meeting the stringent requirements of modern buildings and industrial facilities for high-head precise water supply, and providing a solid guarantee for fire safety. The most significant technical advantage of vertical multistage fire pumps lies in their high-lift water supply capacity. Traditional single-stage fire pumps, when facing high-rise buildings or long-distance water delivery scenarios, are often limited by their head, making it difficult to guarantee a stable delivery of fire water to the building top or remote fire terminals. Vertical multistage fire pumps, however, use multiple high-efficiency impellers connected in series to progressively pressurize the water flow within the pump body, significantly improving overall head performance. Each impeller applies additional energy to the fluid, resulting in a powerful output pressure after multiple stages, easily meeting the fire water supply needs of high-rise buildings, underground complexes, and large parks. For fire protection engineering, this high head capacity means that fire water can quickly reach the designated fire-fighting area, ensuring sufficient pressure for sprinkler systems, fire hydrant systems, and foam extinguishing systems, providing a reliable foundation for fire suppression. Precise water supply performance is another core advantage of vertical multistage fire pumps. In modern fire protection systems, water supply not only needs sufficient pressure but also requires stable and precise output. Excessive pressure fluctuations can lead to impacts in the fire pipeline network, abnormal sprinkler head operation, and even affect the overall reliability of the system. Vertical multistage fire pumps achieve high-precision control of water supply pressure and flow rate through optimized fluid dynamics design and precision-machined impeller structure. The equipment can maintain stable operation according to the actual working conditions of the fire protection system, maintaining balanced pressure supply even under different load conditions. Especially in complex multi-zone interconnected water supply scenarios in buildings, the equipment can ensure that each fire terminal receives stable and consistent water supply pressure, avoiding localized insufficient pressure or overload. This precise water supply capability significantly improves the overall fire extinguishing efficiency of the fire protection system. The compact vertical structure design is a key advantage of this equipment in modern building fire protection engineering. With increasing demands for building space utilization, equipment installation areas are often strictly limited. Traditional horizontal fire pumps occupy a large area, which is unfavorable for layouts in small pump rooms. Vertical multistage fire pumps adopt a vertical structure arrangement, with the motor and pump body installed vertically along the same axis, significantly reducing the equipment’s footprint. Its compact design makes it particularly suitable for underground pump rooms, equipment rooms in high-rise buildings, and installations in space-constrained industrial facilities. At the same time, the vertical structure facilitates direct connection to the piping network system, reducing pipe bends and additional losses, thereby further improving system operating efficiency. For engineering construction, this space-saving advantage not only optimizes equipment layout but also effectively reduces civil engineering and installation costs. High efficiency and energy saving performance are key competitive advantages of vertical multistage fire pumps. Modern fire protection engineering emphasizes safety while also increasingly focusing on system energy consumption control. The equipment adopts a high-efficiency hydraulic model design, minimizing internal fluid losses and improving energy conversion efficiency through optimized impeller flow channels and guide vane structures. Combined with a high-efficiency energy-saving motor, it can achieve high head output while reducing operating power consumption. Compared to traditional high-head water supply solutions, vertical multistage fire pumps significantly reduce energy consumption and lower long-term operating costs. This energy-saving advantage has significant economic value for fire protection systems that require long standby times and frequent testing. Intelligent control systems give vertical multistage fire pumps higher operational reliability and automation levels. Modern equipment is typically equipped with intelligent control cabinets that can monitor pressure, flow rate, motor current, temperature, and operating status in real time, and automatically adjust operating parameters according to the needs of the fire protection network. When the system detects a pressure drop or a fire alarm signal, the equipment can quickly start and automatically establish pressure. In case of abnormal conditions, the system will automatically alarm and implement protective measures, such as overload protection, phase loss protection, and overheat protection, to prevent equipment damage. Some advanced equipment also supports remote monitoring and network management functions, allowing connection to the fire control center for centralized monitoring and remote operation and maintenance, significantly improving fire management efficiency. Operational stability is a key reason why vertical multistage fire pumps are highly favored in critical fire-fighting scenarios. Fire-fighting equipment must ensure reliable start-up and continuous operation in any emergency, thus requiring extremely high mechanical structural stability. The equipment employs a high-strength pump shaft, precision bearings, and dynamic balance optimization design, effectively reducing vibration and noise and improving operational stability. The pump body is made of high-strength cast materials, possessing excellent pressure resistance and wear resistance. The critical sealing system uses an advanced mechanical seal structure, effectively preventing leakage and extending service life. Even under long-term continuous operation or frequent start-stop conditions, the equipment can maintain stable performance, providing continuous support to the fire-fighting system. Environmental adaptability further broadens the application range of vertical multistage fire pumps. The equipment can adapt to high-temperature, high-humidity, dusty, and slightly corrosive environments. Special protective coatings and corrosion-resistant materials enhance its durability. For underground pump rooms or humid environments, a moisture-proof design can be added; for cold regions, an anti-freeze protection system can be configured to ensure reliable operation under low-temperature conditions. Whether in harsh industrial environments or complex urban building facilities, the equipment maintains stable and efficient operation. Ease of maintenance is also a key advantage of vertical multistage fire pumps. The equipment adopts a modular design with a rational layout of key components, facilitating quick daily inspections and maintenance by technicians. Key components such as mechanical seals, bearings, and impellers are easy to disassemble and assemble, significantly reducing maintenance time. The intelligent control system records operating data and maintenance cycles, providing accurate data for preventative maintenance, reducing equipment failure rates, and extending overall service life. In terms of application areas, vertical multistage fire pumps are widely used in high-rise buildings, super high-rise complexes, large commercial centers, hospitals, schools, data centers, airports, subway stations, and industrial parks. Especially in fire protection systems requiring high-lift, precise water supply, this equipment fully leverages its technological advantages to provide reliable support for sprinkler systems, fire hydrant systems, and fire pressure stabilization systems. With the continuous increase in modern building height and the ongoing improvement of fire protection standards, vertical multistage fire pumps have become the preferred solution for high-standard fire protection projects. In the future, with the continuous development of smart fire protection, digital monitoring, and green energy-saving concepts, vertical multistage fire pump equipment will continue to upgrade towards greater intelligence, efficiency, and integration. By integrating IoT monitoring, big data analysis, and intelligent predictive maintenance technologies, the equipment will achieve higher levels of breakthroughs in remote diagnostics, automatic adjustment, and collaborative operation. Overall, vertical multistage fire pump equipment, with its advantages of high-lift water supply, precise pressure control, compact structural design, high-efficiency energy-saving operation, and intelligent management, fully meets the stringent requirements of modern fire protection projects for high-lift, precise water supply. It not only significantly improves the overall reliability and fire extinguishing efficiency of fire protection systems but also provides strong technical support for the construction of modern building fire safety systems, making it an indispensable and important piece of equipment for building high-level fire water supply systems.