Compact End Suction Fire Pump for Optimized Pump Room Layout
High-performance fire pumps are designed for various industrial and civil fire protection systems. They have core advantages such as large flow rate, high head, rapid start-up and stable operation. They are compact, corrosion-resistant and easy to maintain, and meet the needs of various complex working conditions. They are widely used in high-rise buildings, factories, warehouses, ports and municipal fire protection systems to ensure a continuous and stable fire water supply.
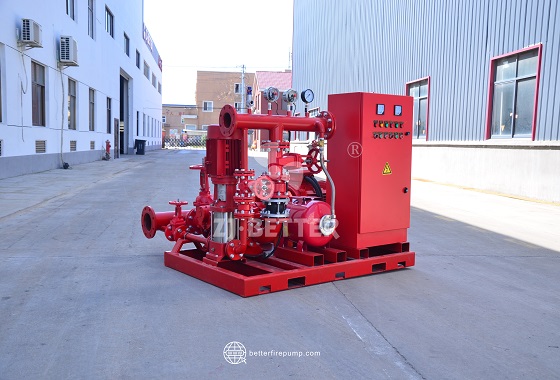
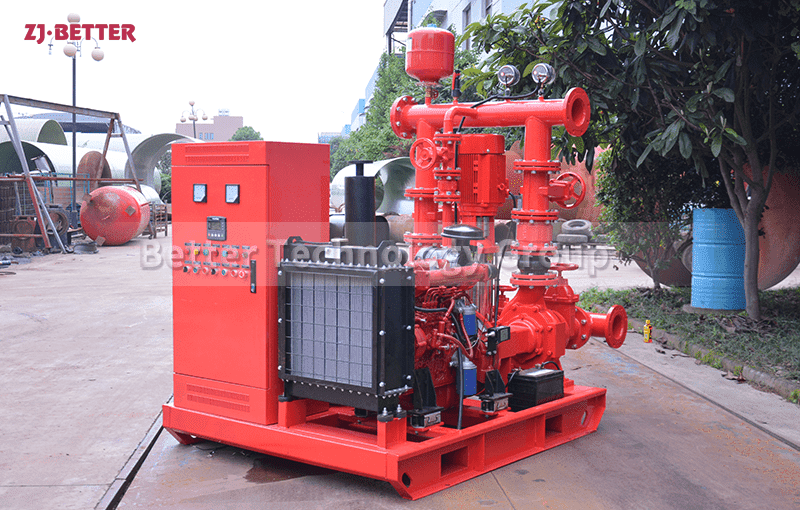
The compact end-suction fire pump room space optimization solution is a high-efficiency water supply equipment tailored for modern building fire protection systems. It is particularly suitable for project environments with limited room space but extremely high requirements for fire water supply capacity and system stability. In high-rise buildings, commercial complexes, underground parking lots, hospitals, data centers, industrial plants, and warehousing and logistics facilities, fire pump rooms are often limited by building area planning and structural layout. Therefore, while ensuring performance, the equipment must also consider site optimization and installation flexibility. This end-suction fire pump adopts a horizontal single-stage centrifugal structure design, with the inlet located at the axial end of the pump body and the outlet located at the top or side. The overall layout is compact and the structure is simple and reasonable. Compared with the traditional split-case pump body, it occupies less space and is more conducive to reasonable arrangement in small machine rooms, effectively improving the utilization rate of pump room space, while reserving the necessary operating space for later maintenance. The core of this equipment utilizes a high-efficiency hydraulic model design. The impeller undergoes precise dynamic balancing and flow channel optimization, maintaining a stable head curve while ensuring rated flow output. This meets the dual pressure and flow requirements of sprinkler and fire hydrant systems, rapidly establishing network pressure in the early stages of a fire to ensure sufficient water supply to the end sprinklers and fire hoses. The end-suction structure offers advantages such as a simple fluid path and low hydraulic loss, performing particularly well in medium flow and high head applications, making it especially suitable for buildings with large floor heights or complex piping systems. The pump body is constructed from high-strength cast iron or ductile iron, ensuring a robust and durable structure. Key flow components can be fitted with corrosion-resistant or wear-resistant materials depending on water quality conditions, improving reliability and durability under long-term operating conditions. The bearing system employs a heavy-duty rolling bearing design, coupled with high-quality lubrication, effectively reducing operating vibration and noise levels and extending equipment lifespan. The sealing system allows for selection of mechanical seals or packing seals based on project requirements, ensuring stable sealing performance during operation, reducing leakage risks, and lowering maintenance frequency. In terms of power configuration, it can be equipped with a high-efficiency electric motor or an independent diesel engine drive system. Electric drive is suitable for urban building environments with stable power supply, offering advantages such as rapid start-up, smooth operation, and controllable energy consumption. Diesel drive, on the other hand, provides independent water supply capabilities during power outages or emergency scenarios, ensuring the fire protection system can operate normally under any circumstances. The two drive types can be configured or combined to form a primary and backup system according to the actual needs of the project, improving overall reliability. The equipment is installed on a heavy-duty steel base. The base structure has been optimized and treated with anti-corrosion coating, providing excellent load-bearing capacity and vibration resistance to ensure operational stability, while also facilitating overall hoisting and positioning of the equipment. The control system uses an intelligent control cabinet for centralized management, enabling functions such as automatic start-up, manual control, pressure monitoring, operating status display, fault alarm, and remote signal interface. When the system pressure is lower than the set value, the fire pump unit automatically starts and safely shuts down after the fire is extinguished, ensuring rapid system response and orderly operation. To address the need for optimized equipment room space, end-suction fire pumps are designed with the rationality of inlet and outlet pipe layout in mind. This allows for straight or compact turning connections, reducing the number of pipe bends, minimizing hydraulic losses, simplifying construction, and shortening project timelines. Their simple structure and relatively few components make daily maintenance and repairs more convenient. Maintenance personnel can quickly perform operations such as bearing inspection, seal replacement, and impeller cleaning, reducing downtime and improving equipment availability. From a performance perspective, this compact end-suction fire pump can cover a variety of flow and head configurations. It can be customized according to building size and pipe network design to meet different engineering specifications and fire protection standards. In small and medium-sized buildings, it can be used as a main pump; in large building complexes, it can be configured as a zone pump or standby pump, forming a multi-stage water supply structure. Its high-efficiency operation characteristics maintain good performance even during long standby periods. When the system starts up, it quickly enters a stable operating range, avoiding pressure fluctuations that could impact the pipe network and improving overall system safety. Before leaving the factory, the equipment undergoes rigorous flow rate testing, head testing, and operational stability testing to ensure that all parameters meet design standards, providing a reliable guarantee for project acceptance. Its compact structure not only optimizes pump room layout but also reduces the building structure’s requirements for pump room area, contributing to overall project cost control, which is particularly important in modern urban construction. Through the combined advantages of high-efficiency hydraulic performance, stable power output, intelligent control system, and rational structural design, this end-suction fire pump provides an efficient and feasible solution for projects with limited machine room space. It achieves dual optimization of space and cost while ensuring fire water supply capacity, providing a solid foundation for building safety and asset protection. It is an ideal choice for modern fire protection systems that combines practicality and economy.