Stabilized Support Trailer Fire Pump for Enhanced On-Site Safety
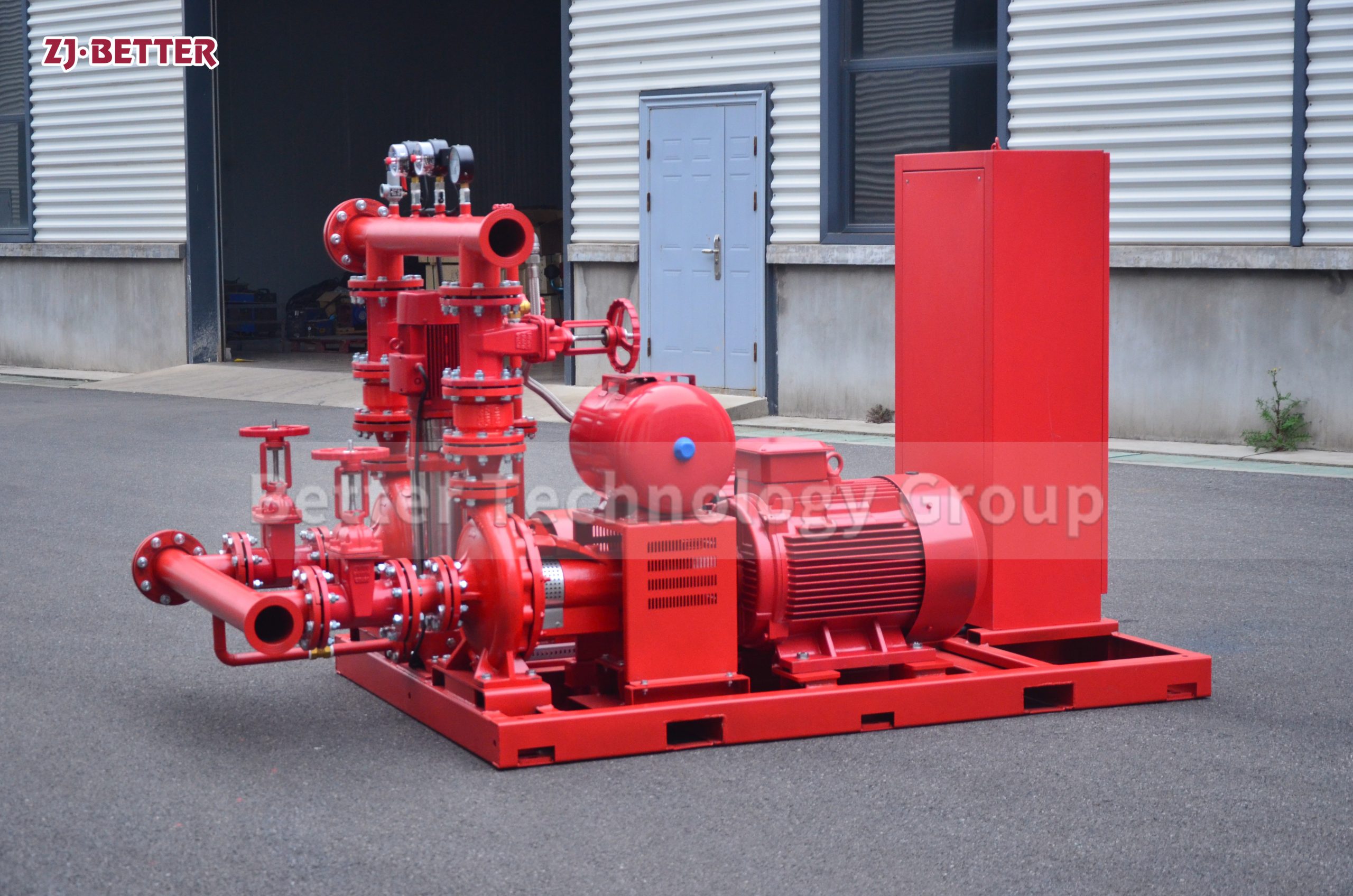
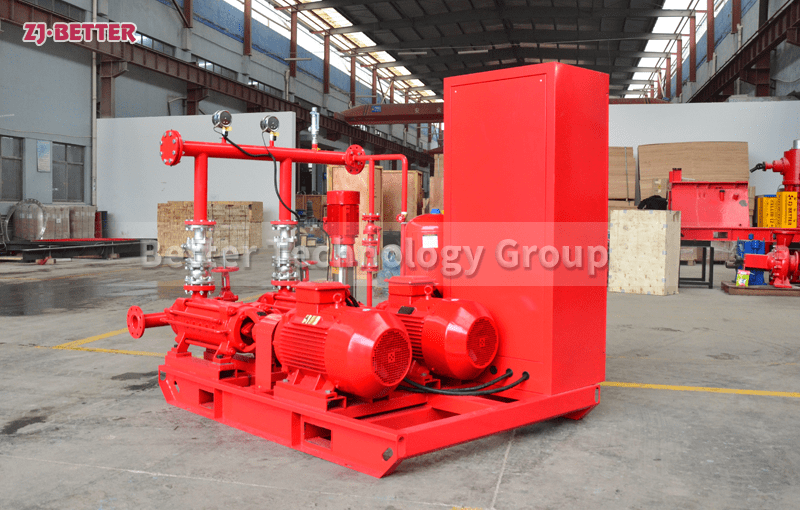
Stabilized support trailer mounted fire pump designed for enhanced on-site safety and reliable high-pressure water supply. Featuring independent diesel power, heavy-duty chassis, multi-point support legs and long-distance mobility, ideal for mining, oil & gas, industrial plants and municipal emergency fire protection applications.
Independently mounted trailer-mounted fire pumps enhance on-site safety and stability. Designed for high mobility and reliability, these mobile fire-fighting water supply systems are widely used in mining, oil and gas field development, power engineering construction, large industrial parks, ports, municipal emergency rescue, and cross-regional fire support. The equipment integrates a high-performance centrifugal fire pump with a powerful diesel engine system on a dual-axle or single-axle trailer chassis, equipped with multiple independent mechanical support devices. This ensures excellent road adaptability during transportation and allows for rapid and stable installation upon arrival at the site, preventing the equipment from being affected by uneven ground or vibrations during operation. This significantly improves overall water supply stability and operational safety. The trailer chassis is manufactured using high-strength structural steel welding, and undergoes rigorous mechanical calculations and anti-corrosion treatment, possessing excellent load-bearing capacity and weather resistance. It adapts to complex outdoor environments and long-distance highway transportation needs. The axle system is rationally designed and equipped with wear-resistant tires and a reliable braking structure to ensure safe driving on rough roads or construction site environments. The independent support system is usually set at the four corners of the chassis or key stress positions, and adjustable outriggers enable rapid leveling, keeping the pump unit in a stable position before startup. This effectively reduces the impact of vibration on bearings, couplings, and piping systems, extending the service life of the equipment. The core pump body adopts a high-efficiency centrifugal structure with a precisely optimized internal flow channel design. This ensures a stable head curve while maintaining a large flow rate, enabling rapid establishment of a high-pressure water source in the early stages of a fire. This provides ample water support for fire hydrant systems, hose supply, fire monitors, and large sprinkler systems, making it particularly suitable for industrial and energy projects with wide coverage and high water demand. The pump body is made of high-strength cast iron or ductile iron, and key flow components can be equipped with corrosion-resistant materials according to project requirements, maintaining excellent wear resistance and structural strength even during long-term operation or in complex water quality environments. The power system is driven by a high-power diesel engine, possessing independent operating capability and not relying on the municipal power grid. It can still start stably and continuously supply water in power outages or environments without electricity. Diesel power offers advantages such as strong torque output, fast response, and wide environmental adaptability, making it particularly suitable for remote areas or emergency support missions. The fuel system is equipped with a large-capacity fuel tank, supporting long-term continuous operation to meet the needs of prolonged firefighting or continuous water supply. The engine cooling system has been reinforced to ensure stable operation under high temperature or high load conditions, reducing the risk of shutdown due to overheating. The control system is integrated into a protective control cabinet, featuring automatic start-up, manual operation, pressure monitoring, speed display, fault alarm, and emergency shutdown functions. When the pipeline pressure falls below the set value or an external linkage signal is received, the pump unit can automatically start to quickly establish system pressure, improving emergency response efficiency. The control cabinet layout is clear and easy to operate, allowing on-site personnel to quickly grasp the operating status and make necessary adjustments, thus enhancing the overall system’s safety redundancy level. This trailer-mounted fire pump was designed with multi-scenario application needs in mind, allowing for different flow rate and head specifications to be configured for different projects, covering a water supply range from medium to high flow rates. It meets various fire protection standards and engineering specifications, serving as a main fire pump in mining or oil and gas projects, a backup pump unit or mobile emergency equipment in municipal and industrial parks, and can be quickly deployed to form an independent fire water supply system in large-scale events or temporary projects. The biggest advantage of the independently supported structure lies in its significantly improved operational stability. In traditional trailer-mounted pump sets, uneven ground or insecure fixing can lead to vibration and displacement during operation, affecting pressure stability. However, through multi-point support and adjustable outriggers, the equipment can firmly adhere to the ground, reducing mechanical stress concentration and improving shaft alignment accuracy. This ensures the pump set remains stable and reliable even at high speeds, reducing maintenance frequency and extending the life of critical components. From a maintenance perspective, the entire system has a reasonable layout, with appropriate exposure of key components for easy daily inspection and maintenance. The centralized arrangement of diesel engine maintenance points facilitates filter and lubricant replacement. Pump body maintenance can be quickly disassembled and reassembled through structural design, shortening downtime and improving equipment utilization. Its mobile deployment capability makes it crucial for cross-regional fire support missions. It can be quickly deployed to designated areas via road tow, connecting with local fire systems to provide temporary or supplementary water supply, enhancing the overall fire-fighting capacity of the region. Against the backdrop of ever-increasing demands for industrial safety and emergency response, independent-mounted trailer fire pumps, with their high mobility, stability, reliability, and powerful water supply capacity, have become indispensable equipment in large-scale projects and complex environments. They provide a solid foundation for enterprises and government agencies to establish flexible and efficient mobile fire protection systems, while achieving a good balance between investment costs and operational efficiency. They are an important choice that takes into account safety, practicality, and long-term value.