Comprehensive Fire Protection Solution: Application Value of Integrated Pump Set in Industrial and Building Safety
Discover the advantages of integrated fire pump systems designed for industrial and building safety. With compact design, reliable water supply, intelligent control, easy installation, low maintenance, and energy efficiency, these pump sets deliver full-scale fire protection solutions for diverse applications.
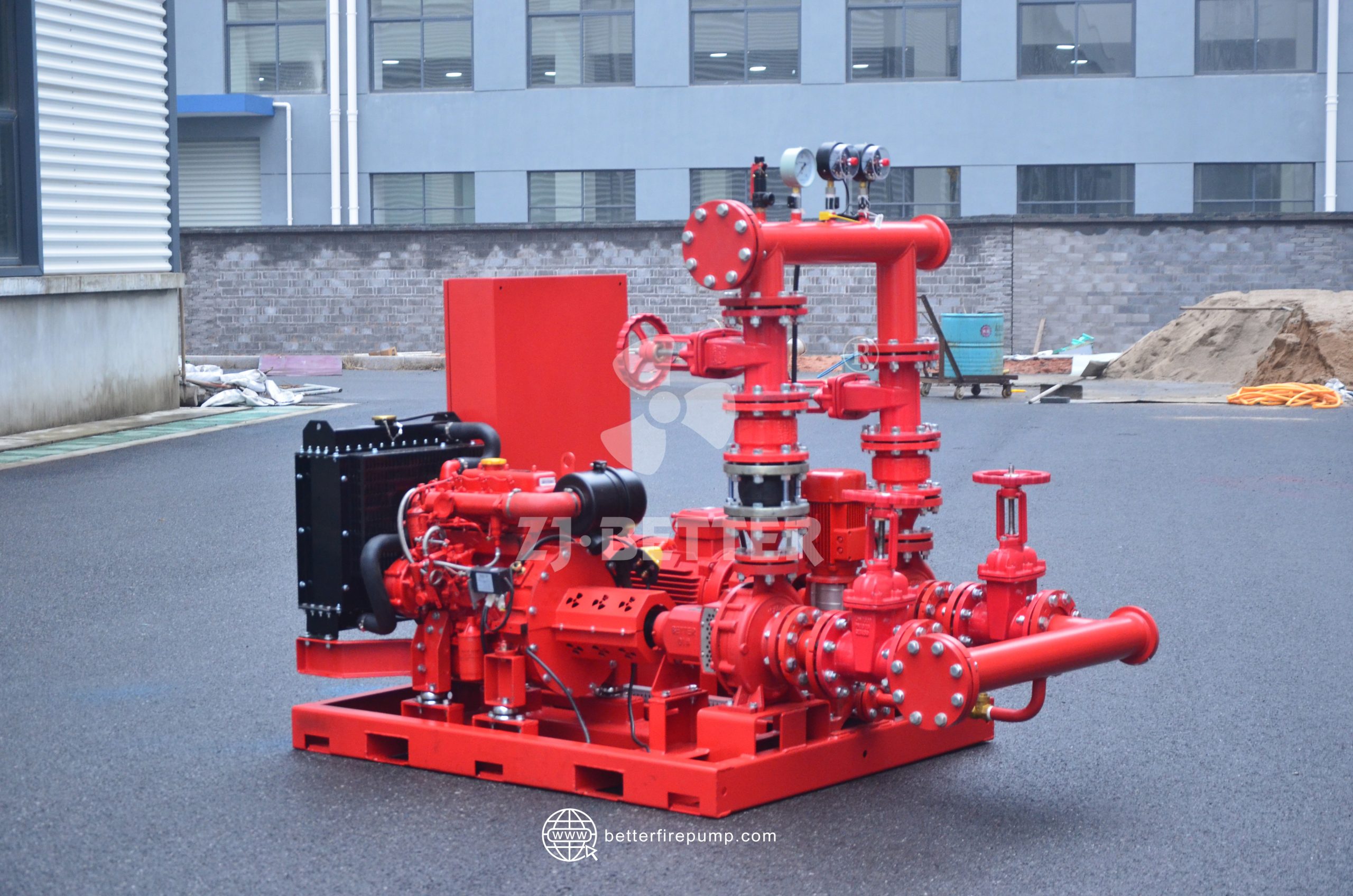
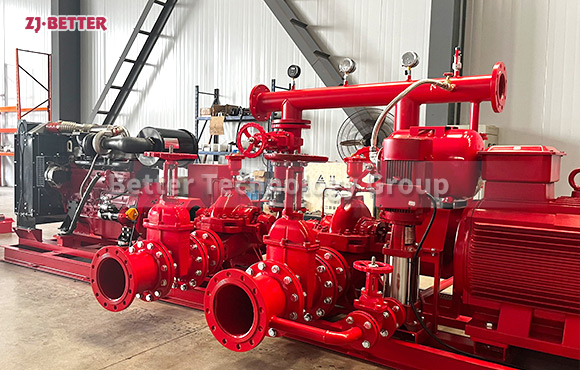
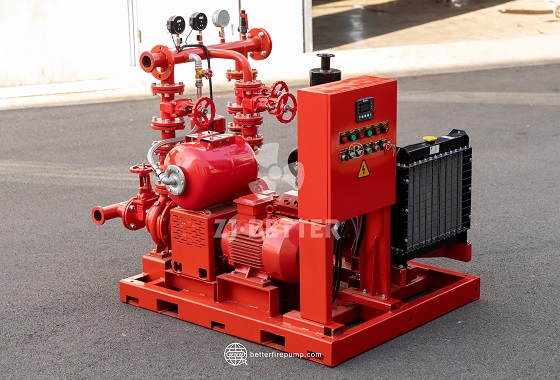
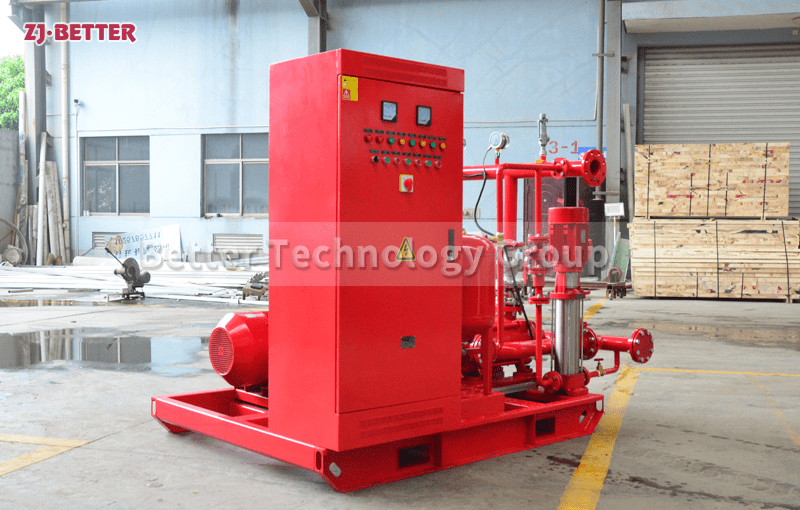
Comprehensive Firefighting Solutions: The Value of Integrated Pump Sets in Industrial and Building Safety. As the core equipment of modern firefighting systems, integrated fire pump sets, with their compact structure, integrated functions, and reliable operation, have become essential emergency water supply equipment widely used in the industrial and construction sectors. In today’s rapidly developing urbanization, buildings are expanding in size and becoming increasingly complex, leading to a corresponding increase in fire risks. Providing efficient and stable firefighting water supply within limited spaces has become a key challenge for many engineering projects, and the emergence of integrated fire pump sets addresses this critical challenge. By integrating the fire pump, drive unit, control system, pipeline valves, and electrical protection modules into a single platform, this system significantly shortens installation and commissioning timelines while effectively avoiding the numerous leak points, difficult maintenance, and inefficiencies associated with traditional decentralized installations. For industrial parks, large factories, warehouses, logistics centers, and high-rise buildings, the integrated pump sets’ rapid response capabilities and long-term stable performance provide a solid foundation for the overall safety of firefighting systems. In terms of performance, the integrated fire pump unit boasts robust water supply pressure and flow regulation capabilities. Its core pump body is cast from high-strength, wear-resistant materials, ensuring stable delivery even under high loads. Powered by an energy-efficient electric motor or diesel engine, it delivers continuous and reliable hydraulic output. Its optimized internal piping minimizes hydraulic loss and energy consumption. It also features automatic venting and backflow prevention, ensuring efficient and safe water supply. The integrated pump unit utilizes advanced intelligent control technology, enabling automatic start and stop, remote monitoring, status feedback, and multiple protection features. This allows for immediate activation in the event of a fire, ensuring a continuous and stable supply of fire water. Furthermore, the control system incorporates pressure sensing and flow monitoring, automatically adjusting pump speed and operating mode based on site needs, minimizing energy waste and extending equipment life. In modern buildings, space conservation and simplified construction are key considerations in fire protection system design, and the integrated pump unit excels in this regard. Because all core components are modularly designed and mounted on a common base, rapid commissioning requires only simple connections to the inlet and outlet pipes and a power supply. This not only saves valuable machine room space but also reduces potential failures caused by assembling multiple devices, significantly improving overall system reliability. For large-scale projects with tight construction deadlines, the integrated pump system’s rapid installation and convenient commissioning can significantly shorten construction timelines and reduce costs. Integrated fire pump systems also offer significant advantages in terms of long-term operation and maintenance. The pump body and piping are treated with an anti-corrosion coating, offering resistance to high temperatures, humidity, heat, and chemical corrosion, making them suitable for a variety of complex environments. Designed with ease of maintenance in mind, all key components are conveniently located, and the control system records real-time operating data, facilitating troubleshooting and preventative maintenance, significantly reducing ongoing maintenance costs. This feature ensures the long-term stability and cost-effectiveness of fire protection systems for industrial facilities and high-density building complexes requiring 24/7 operation. Integrated pump systems are widely suitable for high-rise buildings, commercial complexes, airports, hospitals, subway stations, warehouses and logistics centers, and industrial sites such as the petrochemical and power industries. Especially in situations where continuity and stability of water supply are crucial, this equipment, with its high degree of automation, fast response, and stable water supply pressure, provides strong technical support for firefighting. Furthermore, the integrated pump set can be customized to meet the specific application requirements of different projects, such as with a dual power supply switching system, the addition of a backup pump, or a diesel engine drive module. Its flexible configuration allows it to maintain efficient operation in a variety of complex scenarios, demonstrating its strong adaptability. Energy conservation and environmental protection are also key advantages of the integrated pump set. Modern buildings and industrial facilities are increasingly emphasizing green energy conservation during operation. This equipment, through the synergy of high-efficiency motors and intelligent control systems, can meet water supply needs while effectively reducing energy consumption. Furthermore, some pump sets are equipped with variable frequency speed control devices, which automatically reduce operating power during low demand, further reducing energy consumption and noise. This not only helps reduce operating costs but also adheres to the concept of sustainable development and environmental protection, allowing users to strike a balance between economic benefits and social responsibility. It is worth mentioning that the integrated fire pump set offers comprehensive safety features. The equipment is equipped with overload protection, phase loss protection, undervoltage and overvoltage protection, dry-run protection, and automatic switching functions to ensure safe and stable operation even under extreme operating conditions. Select models also support remote alarms and cloud data transmission, allowing managers to monitor the equipment’s operating status at all times, proactively identify potential hazards, and enhance the reliability and controllability of the entire fire protection system. In summary, the integrated fire pump set, with its highly integrated structural design, robust and stable water supply performance, intelligent control system, convenient installation and maintenance, and energy-saving and environmentally friendly operation, has become an indispensable component of modern industrial and building safety systems. It not only addresses the pain points of traditional fire protection systems, such as complex installation, difficult maintenance, and low efficiency, but also provides a higher level of fire safety assurance for industrial parks and building complexes with its comprehensive application value. With the continuous advancement of intelligent and green energy-saving concepts, integrated pump sets will play an even more important role in the future, helping more projects achieve safe, efficient, and sustainable fire water supply solutions.