High Flow, Low Consumption – Cost-Effective Diesel Fire Pump System
High-performance diesel fire pump system integrating a powerful diesel engine, centrifugal pump, and intelligent control panel. Designed for automatic operation and emergency fire protection during power outages. Ideal for industrial plants, oil storage facilities, ports, airports, and high-rise buildings. Features include high flow rate, fuel efficiency, corrosion resistance, and customizable design. Certified to ISO, CE standards, making it suitable for international markets in the Middle East, Southeast Asia, and Africa.
In critical infrastructures such as industrial plants, petrochemical storage facilities, airports, and seaports, a reliable firefighting system is not just a precaution—it’s a mission-critical safeguard. This diesel-driven fire pump system offers a high-performance, all-in-one solution that ensures continuous water supply in emergencies, even during power outages.
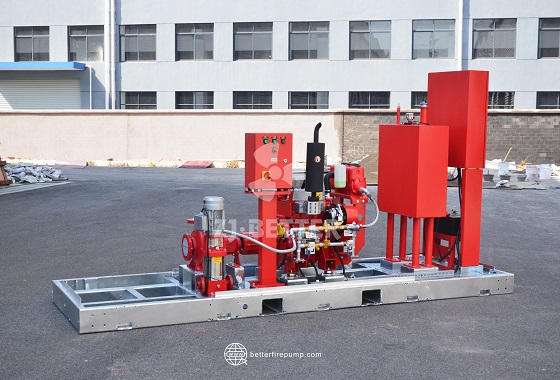
Fully integrated with a high-capacity centrifugal pump, diesel engine, intelligent control panel, cooling system, and pressure regulation assembly, the unit is mounted on a robust skid base, providing plug-and-play convenience and operational stability.
Detailed Performance Advantages:
1. High Flow and Head for Versatile Applications
Built with industrial-grade single or multistage centrifugal pumps, it delivers up to 1000 m³/h of flow and heads exceeding 160 meters. Perfect for high-rise buildings, oil terminals, large manufacturing plants, and long-distance water delivery.
2. Diesel Engine Power – Reliable in Blackouts
During grid failure, storms, or seismic emergencies, the diesel engine activates automatically to maintain uninterrupted operation—ideal for areas lacking stable electricity or during disaster response scenarios.
3. Excellent Fuel Efficiency and Low OPEX
Optimized fuel injection and load-responsive controls ensure precise diesel usage. Coupled with water-cooling and advanced exhaust systems, the unit delivers long-term performance with minimal downtime.
4. Smart Control System for Autonomous Operation
Equipped with a PLC-based control unit, the system supports auto start/stop, remote monitoring, self-diagnosis, and fault logging, and can be seamlessly integrated with building management or fire control centers.
5. Compact Skid-Mounted Design for Quick Deployment
Pre-assembled and factory-tested, the unit requires only water/fuel connections onsite. It’s the ideal solution for urgent timelines or emergency deployments.
6. Rugged Anti-Corrosion Build for Harsh Conditions
Featuring heat-treated, epoxy-coated steel components, the system resists salt spray, humidity, oil mist, and corrosive environments, making it suitable for coastal, industrial, and extreme climates.
7. Flexible Interfaces & Customization Support
Available in DN80–DN300 flange sizes, with customizable materials (cast iron, stainless steel, ductile iron) and full OEM/ODM options—designed to meet a wide range of international project requirements.
8. Global Certifications and Proven Value
Certified to ISO, CE, CCC, and CCCF standards, this pump system offers excellent reliability and return on investment. Compared to electric pumps, diesel-driven units provide higher independence, resilience, and adaptability for demanding firefighting needs.