Energy Efficient Fire Pressure Pump for Optimized Long Term Operation
The high-efficiency and energy-saving fire-fighting pressure stabilizing system adopts intelligent control and pressure tank collaborative technology to achieve stable pressure output and low energy consumption operation, and is suitable for building and industrial fire-fighting water supply systems.
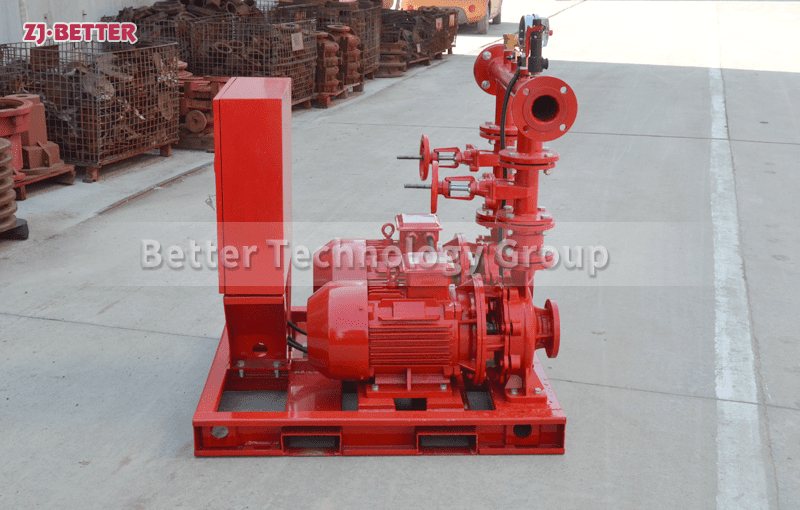
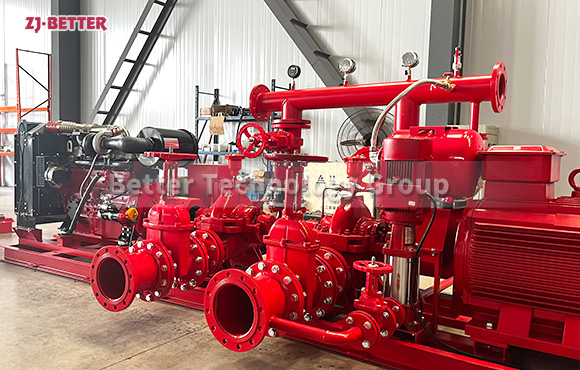
The high-efficiency and energy-saving fire-fighting pressure stabilizing system optimizes long-term energy consumption performance. Developed to meet the higher demands for energy efficiency and stability in modern fire-fighting water supply systems during long periods of standby and frequent pressure regulation, this advanced equipment uses a vertical pressure-stabilizing pump as its core, combined with a pressure tank and intelligent control unit. Through the coordinated operation of multiple components, it achieves precise control of the fire-fighting pipeline pressure, ensuring the system remains readily available while effectively reducing energy consumption and equipment wear. Structurally, the equipment adopts a compact, integrated design, rationally arranging the pump body, motor, control cabinet, and pressure stabilizing device on the same platform. This significantly reduces the footprint and makes the system structure clearer and more compact, thereby improving installation efficiency and reducing on-site construction difficulty. In terms of hydraulic performance, the system uses a high-efficiency centrifugal pump design. By optimizing the impeller curve and flow channel structure, the water flow remains stable and smooth within the pump body, reducing hydraulic losses and improving overall efficiency. It can maintain stable pressure output even under low-flow operating conditions, which is crucial for… Daily pressure stabilization is crucial for fire protection systems, effectively preventing safety hazards caused by pressure fluctuations. In terms of energy efficiency, this pressure stabilization system utilizes intelligent control strategies to operate on demand. When the pipeline pressure is within the set range, the equipment remains in standby mode, automatically starting to replenish pressure only when the pressure drops, and quickly stopping once the set pressure is reached, thus avoiding unnecessary energy consumption. Compared to traditional continuously operating equipment, its energy-saving effect is more significant. Furthermore, through collaboration with a pressure tank, the system can regulate pressure without starting the pump under minor pressure fluctuations. This buffering mechanism further reduces the frequency of equipment start-ups and shutdowns, effectively reducing power consumption and extending equipment lifespan. Regarding the control system, the equipment is equipped with a comprehensive intelligent control module that can monitor pressure changes in real time and automatically adjust the operating status. It features automatic start-up and shutdown, fault alarms, and operating status display, enabling stable operation even without human intervention, improving overall management efficiency and safety. In terms of stability, the equipment uses high-quality… Driven by an electric motor and featuring a precision-manufactured pump body, this system maintains low vibration and noise levels during extended operation, improving user comfort and reducing wear on mechanical parts, thus extending equipment lifespan. Key components are made from corrosion-resistant and wear-resistant materials, enabling the system to withstand humid and dusty environments and ensuring uninterrupted long-term performance. Installation is optimized for site requirements, with a rational inlet and outlet pipeline layout and standardized connections, simplifying installation. The vertical structure allows for flexible placement even in space-constrained machine rooms, making it particularly suitable for high-rise buildings, underground machine rooms, and renovation projects. Maintenance is facilitated by a clear structural layout and easy disassembly and replacement of key components, allowing maintenance personnel to quickly complete routine inspections and repairs, reducing downtime and maintenance costs. This high-efficiency, energy-saving fire-fighting pressure stabilization system is widely applicable to commercial buildings, industrial plants, municipal water supply, and warehouses. In various scenarios such as storage and logistics centers, the system can continuously maintain stable pressure in the fire protection network, ensuring that the main pump can start quickly and provide sufficient water supply in emergencies, thereby guaranteeing the reliability of the fire protection system. In terms of operational economy, by reducing energy consumption and equipment wear, it not only reduces daily operating costs but also extends the overall service life of the equipment, bringing users a higher return on investment. From a system perspective, this equipment is not only an important component of the fire protection system but also a key link in improving overall water supply efficiency and safety. Through advanced design concepts and efficient operation modes, it achieves a balance between performance and energy consumption. In the current context of emphasizing energy conservation, emission reduction, and efficient operation, this high-efficiency and energy-saving fire protection pressure stabilization system is gradually becoming the preferred solution for various engineering projects. Its comprehensive advantages in stability, reliability, and economy enable it to provide continuous, stable, and efficient pressure protection for modern fire protection systems, making it an important equipment solution for achieving the dual goals of fire safety and energy optimization.