From Structure to Performance: Exploring the Engineering Adaptability of Horizontal Split Case Fire Pumps
The horizontal split case fire pump features high efficiency, large flow capacity, double-suction design, and easy maintenance, making it ideal for fire protection systems in commercial buildings, petrochemical plants, and municipal projects.
Horizontal split case fire pumps play a vital role in modern fire protection systems. Their structural sophistication and superior performance directly impact the responsiveness, reliability, and long-term efficiency of the entire system. In key application areas such as high-rise buildings, industrial complexes, municipal infrastructure, and energy facilities, the horizontal split case pump has become the preferred choice for engineers and design institutes due to its unmatched advantages.
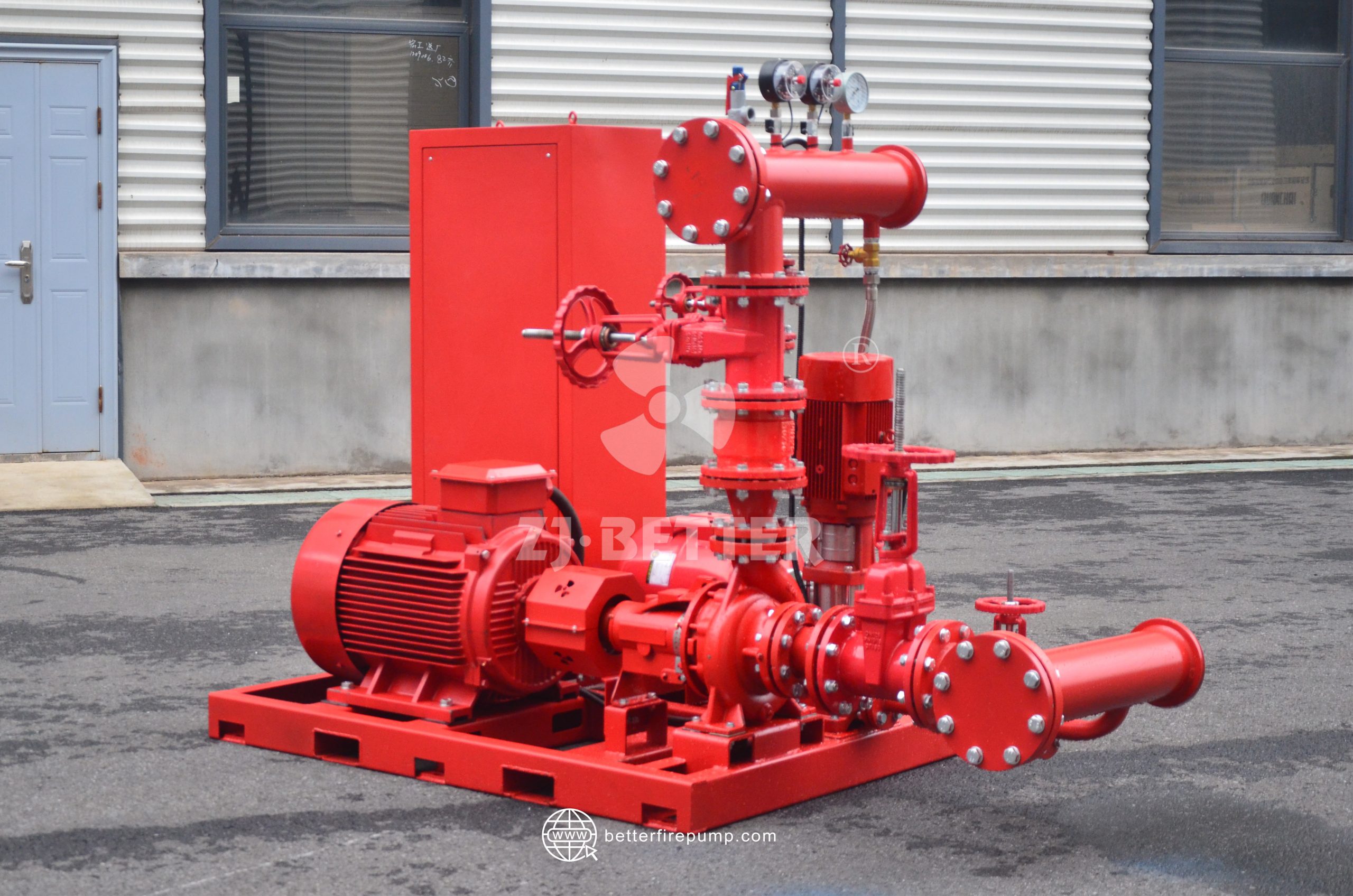
Structurally, the horizontal split case pump features a horizontally arranged, double-bearing design that offers excellent stability and mechanical strength. Its split casing allows for easy maintenance without removing the motor or pipeline, drastically improving repair efficiency and minimizing downtime. This design is especially suitable for facilities requiring continuous water supply, such as underground malls, data centers, petrochemical plants, and office complexes.
The pump’s impeller typically adopts a double-suction symmetrical layout, which effectively reduces axial thrust and extends bearing life. This design also enables the pump to deliver high flow and head capacities. Its optimized hydraulic model ensures stable and efficient performance even under large flow conditions, making it ideal for high-pressure sprinkler and hydrant systems. The internal flow path is smooth and streamlined, minimizing hydraulic loss and further enhancing efficiency.
In terms of materials, these pumps are often made with high-strength cast iron, ductile iron, or stainless steel. Custom materials or coatings are available to suit high-temperature, corrosive, or specialized fluid environments, increasing the pump’s durability and adaptability. With precision machining and dynamic balance testing, each pump achieves excellent vibration control and low noise operation, ensuring quiet and reliable performance in pump rooms.
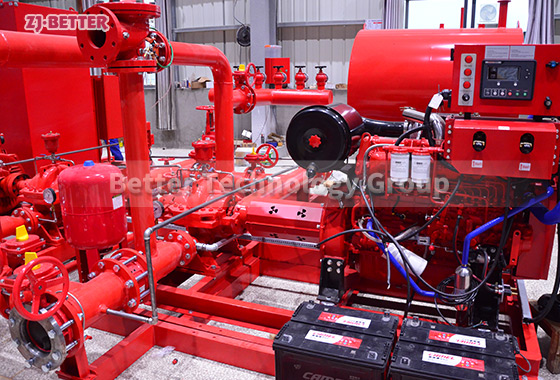
From an operational standpoint, the horizontal split case fire pump supports various starting modes, including direct-on-line, soft start, and variable frequency control. This allows seamless integration with different control systems and fire protection strategies. When used with intelligent fire control panels, the pump can support remote monitoring, auto-start, alarm linkage, and fault diagnostics, contributing to the overall intelligence of the system. In water supply and fire integration designs, it can be incorporated into constant pressure systems to optimize water distribution and energy efficiency.
One of the standout features is its energy-efficient operation. Coupled with high-efficiency motors, the pump offers superior energy performance, reducing operational costs significantly. The synergy between the motor and pump ensures minimal power loss, while high-quality seals and bearings prolong the service life and reduce maintenance requirements. Every pump undergoes rigorous performance testing to meet or exceed international standards.
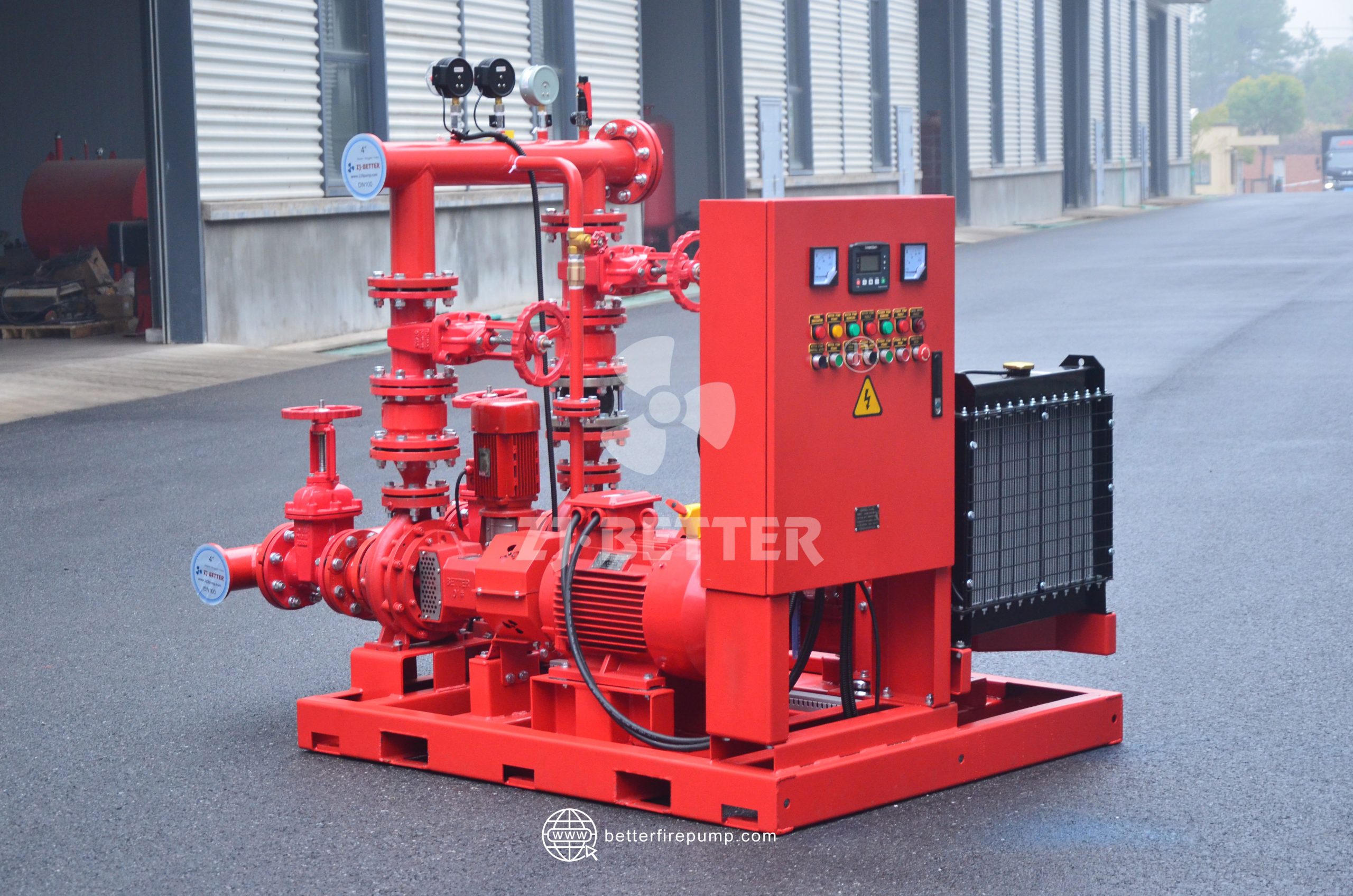
The pump’s compact structure ensures it takes up minimal space and is easy to install, making it perfect for space-constrained equipment rooms. Its modular design and one-piece baseplate reduce on-site assembly complexity, accelerating construction progress. For international projects, its packaging design facilitates transport and quick deployment at the destination site.
During fire emergencies, the horizontal split case pump offers rapid start-up capabilities and continuous high-pressure output, ensuring quick response and effective suppression in the critical first moments. Its robust design supports long-term, uninterrupted operation, making it a dependable asset in high-risk environments.
In line with global trends in green building and energy conservation, this pump stands out with its eco-friendly design. Integrated with advanced hydraulics, energy-saving motors, and variable speed drives, it improves system efficiency by over 20%, aligns with LEED and local green certifications, and reduces carbon emissions.
In conclusion, the horizontal split case fire pump, with its exceptional design, reliable performance, and versatile engineering adaptability, has established itself as a cornerstone of modern fire protection solutions. It is the trusted choice for projects demanding high safety, efficiency, and intelligent system integration, offering unparalleled value across a broad range of industries and building types.