Mission-Critical Diesel Fire Pump for Industrial Risk Management
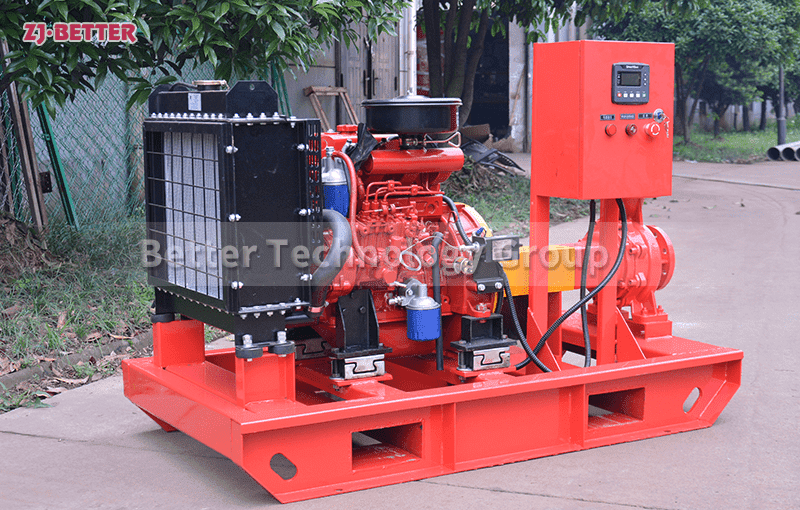
The industrial risk management-specific mission-critical diesel fire pump adopts a high-performance diesel engine and high-efficiency centrifugal pump design, which has the advantages of independent power, automatic start, long-term continuous operation, large flow and high head water supply and intelligent control. It is widely used in petrochemical, power energy, warehousing and logistics, port terminals and large industrial fire protection systems, providing reliable emergency fire water supply solutions for critical facilities.
In modern industrial production systems, fire safety has become a crucial component of enterprise risk management systems. This is particularly true in petrochemical, natural gas storage and transportation, power energy, mining and metallurgy, ports and terminals, warehousing and logistics centers, manufacturing plants, and large-scale infrastructure projects, where fire risk consistently impacts production continuity and asset security. To address complex and ever-changing fire protection needs, a dedicated mission-critical diesel fire pump for industrial risk management has emerged. This product combines a high-performance diesel engine with a high-efficiency centrifugal fire pump, integrating independent power, automatic control, highly reliable water supply, long-term continuous operation, and intelligent monitoring. It can rapidly activate and continuously provide stable fire-fighting water in extreme situations such as power outages, equipment failures, or sudden fires, building a robust and reliable fire safety guarantee system for industrial enterprises. As a core device in industrial fire protection systems, this diesel fire pump not only plays a vital role in emergency water supply but is also a key link in enterprise risk management and safe production strategies. Its stability and reliability directly affect fire-fighting efficiency and the safety of enterprise assets and personnel.
The most significant feature of the mission-critical diesel fire pump is its independent diesel power drive mode, eliminating reliance on external power grids. When a fire occurs in an industrial facility, the electrical system often fails due to high temperatures, short circuits, or other hazards, and traditional electric fire pumps will cease to function properly after a power outage. Diesel fire pumps, with their independent power advantage, can immediately start and operate in the event of a power grid interruption, ensuring a continuous and sufficient water supply to the fire protection system. The engine features an industrial-grade heavy-duty design, possessing high torque output and excellent load adaptability, maintaining stable operation even under high load conditions, providing continuous and powerful power support for the fire pump. For industrial fire protection systems requiring 24/7 standby, this independent power mode significantly enhances overall safety and emergency response capabilities.
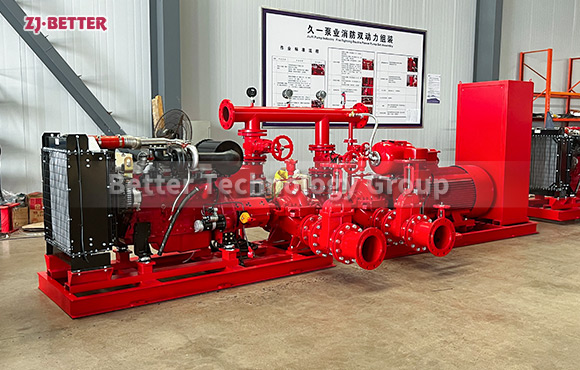
In terms of hydraulic performance, this product employs advanced centrifugal pump technology and optimized flow channel design, achieving excellent water delivery efficiency through a high-efficiency impeller structure. The internal flow channel of the pump body has been precisely calculated and optimized to effectively reduce water flow resistance and energy loss, improving overall operating efficiency. The equipment can be configured with various flow and head parameters to meet the application requirements of large industrial parks, high-rise buildings, oil and gas storage tank areas, and long-distance water transmission systems. Whether it’s a fire hydrant system, automatic sprinkler system, water curtain system, or fire monitor system, this diesel fire pump provides stable and continuous pressure support, ensuring that fire-fighting equipment can play its maximum role in critical moments. Stable flow output not only helps improve fire-fighting efficiency but also reduces the risk of fire spread due to insufficient water supply.
To meet the needs of prolonged fire-fighting operations in major fire accidents, this equipment has been specially enhanced with continuous operation capabilities. The diesel power system employs optimized combustion technology and an efficient fuel management system, effectively reducing fuel consumption and improving endurance while ensuring strong power output. The large-capacity fuel supply system can support long-term uninterrupted operation, suitable for large industrial projects and key fire protection areas. For high-risk locations such as petrochemical tank farms, port oil depots, and large warehousing and logistics centers, fire fighting often requires several hours or even longer; therefore, fire-fighting equipment must have long-term stable operation capabilities. This diesel fire pump, through enhanced power and cooling system design, achieves continuous and stable water supply, providing a solid guarantee for fire rescue.
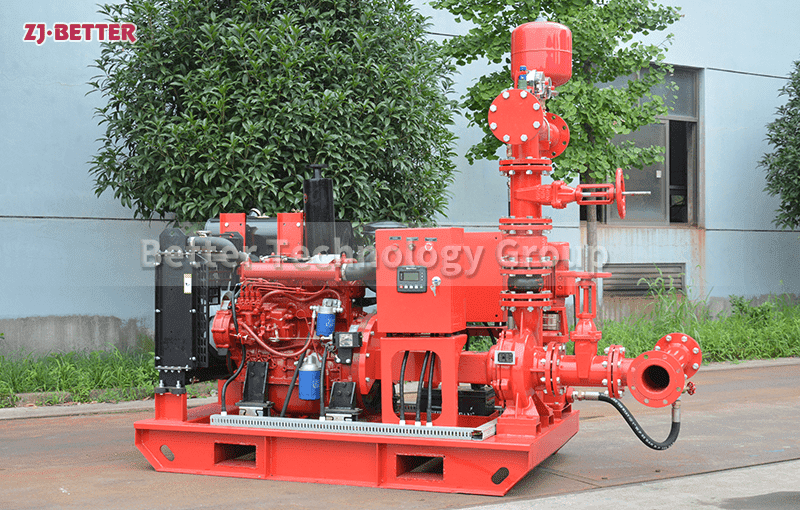
An efficient heat dissipation system is an important component ensuring the long-term stable operation of the equipment. Engines generate significant heat during operation; if this heat is not dissipated promptly, it can lead to performance degradation or even equipment shutdown. To address this, this product employs a combination of a large industrial radiator and a high-efficiency cooling fan, optimizing heat exchange efficiency through an optimized airflow structure. The cooling system automatically adjusts its heat dissipation intensity based on engine load and ambient temperature, ensuring the equipment remains within its optimal operating temperature range. Even in high-temperature regions or under prolonged high-load operation, the equipment maintains stable performance and will not be affected by overheating issues affecting fire water supply. Reliable heat dissipation not only extends the equipment’s lifespan but also improves the overall system reliability.
The intelligent control system is a crucial component of modern diesel fire pumps. Equipped with a digital control platform, the equipment can monitor key parameters such as engine speed, oil pressure, coolant temperature, battery voltage, fuel status, and fire pipeline pressure in real time, displaying and managing these parameters through an intuitive interface. When the fire system pressure drops or a fire alarm signal is triggered, the equipment automatically completes the startup procedure and quickly commences operation, achieving unattended automatic control. The control system also features fault alarms, self-diagnostic capabilities, operation records, and remote monitoring extension functions, helping managers promptly identify potential problems and take maintenance measures, reducing the risk of equipment failure. Intelligent management not only improves the operational efficiency of the fire protection system but also reduces daily maintenance workload.
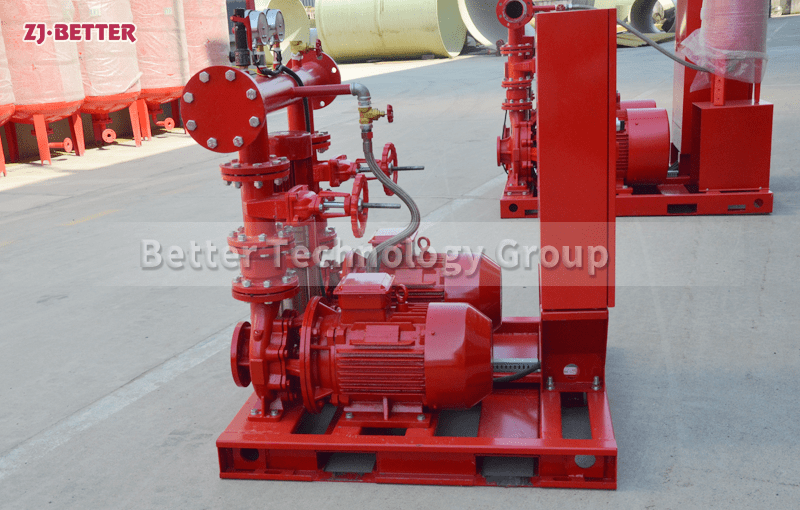
In terms of structural design, this product adopts a heavy-duty steel structure base and modular layout design, which effectively enhances the overall stability and durability of the equipment. The base is reinforced, possessing excellent vibration resistance and load-bearing capacity, and can adapt to various complex installation environments. The engine and pump body are connected via a high-precision coupling, ensuring smooth and efficient power transmission. Key components are made of high-strength wear-resistant materials, capable of withstanding the mechanical stress brought about by long-term high-load operation. The mechanical seal system has excellent sealing performance and corrosion resistance, effectively preventing media leakage and improving equipment safety and reliability. The modular design makes equipment maintenance more convenient; each major system can be independently inspected and replaced, shortening maintenance time and reducing operating costs.
For industrial risk management, the environmental adaptability of the equipment is equally crucial. This diesel fire pump has been specifically optimized for complex industrial environments and can adapt to high temperature, high humidity, dust, salt spray, and mildly corrosive environments. The equipment surface is treated with an anti-corrosion coating, effectively extending its outdoor service life. The electrical system has a good protection level, preventing dust and moisture from affecting the control system. Whether in coastal ports, desert mining areas, chemical industrial parks, or cold regions, this equipment maintains stable operation, providing reliable support for fire protection systems. This broad environmental adaptability makes it the preferred fire water supply solution for numerous industrial projects.
Rapid response capability is one of the key standards for evaluating the performance of fire protection equipment. The first few minutes after a fire often determine the course of the accident; therefore, fire pumps must be able to be operational in the shortest possible time. This product employs an advanced start-up system design, enabling it to quickly ignite the engine and start the pump unit upon receiving a start signal, rapidly reaching its rated operating state. Efficient start-up performance helps the fire protection system establish water pressure promptly in the early stages of a fire, buying valuable time for firefighting operations. For critical industrial facilities, this rapid response capability significantly reduces fire losses and improves overall safety levels.
As global industrial safety standards continue to rise, enterprises are demanding higher reliability from fire protection systems. The mission-critical diesel fire pump not only meets current fire protection codes and engineering standards but also integrates deeply with modern intelligent fire protection systems. Through remote monitoring platforms and data management systems, users can monitor equipment operating status in real time, enabling predictive maintenance and intelligent management. In the future, with the continuous improvement of industrial digitalization and intelligence, this type of product will play an increasingly important role in the field of industrial fire protection, providing continuous assurance for enterprise risk management and safe operation.
In summary, the industrial risk management-specific mission-critical diesel fire pump is a modern fire protection device integrating independent power, efficient water delivery, long-term operation, intelligent control, rapid response, and excellent reliability. Its advanced design concept and superior performance can meet the fire protection needs of various high-risk industrial scenarios, enabling enterprises to build a safe, efficient, and stable fire water supply system. Whether used as a main fire pump or a backup fire pump, this equipment can play a vital role in critical moments, providing strong support for ensuring personnel safety, protecting enterprise assets, and maintaining production continuity.