High-Reliability Diesel Fire Pump Solution for Warehouses and Energy Facilities
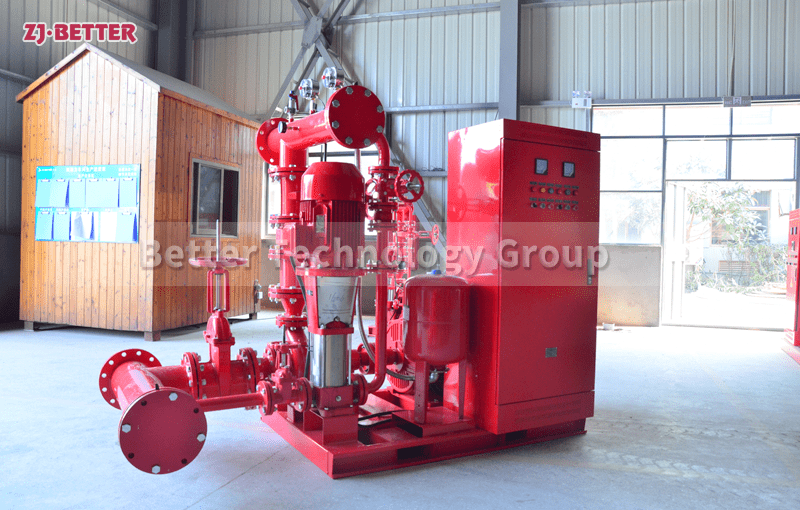
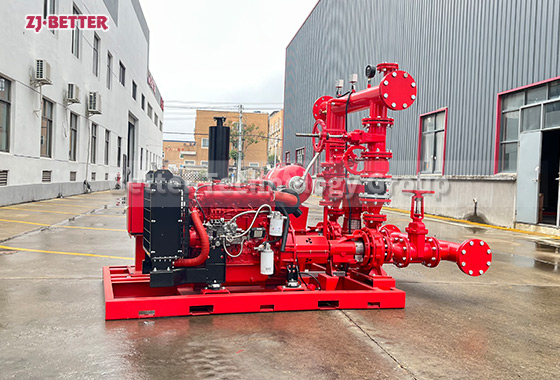
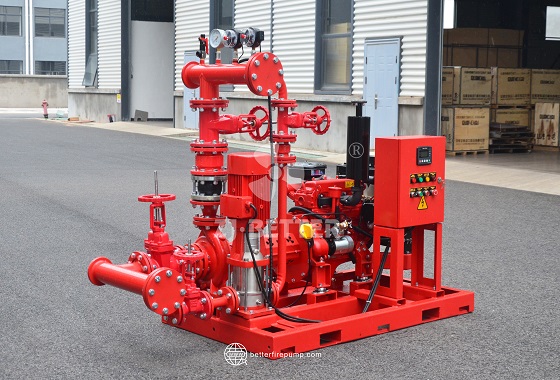
The highly reliable diesel fire pump solution is designed for storage and energy facilities. It features independent diesel power, rapid start-up, high-efficiency flow output and stable head, supports automatic and linkage control, and provides continuous water supply in the event of power failure or extreme conditions, thereby improving the overall safety and reliability of the fire protection system.
This highly reliable diesel fire pump solution is specifically designed for locations such as warehouses and energy facilities where the stability, safety, and continuous operation of fire protection systems are extremely critical. The entire system uses a diesel engine as its independent power core, enabling rapid startup and continuous output of a stable water volume even under power outages, unstable power conditions, or extreme operating conditions, ensuring uninterrupted fire water supply and enhancing fire prevention capabilities in key locations from the source. The fire pump unit’s structural design fully considers the needs of complex environments such as warehousing and logistics centers, large oil depots, chemical industrial parks, power stations, mining areas, and large manufacturing bases. It employs a high-strength integral steel base and vibration-damping structure, effectively reducing operational vibration and mechanical shock, ensuring good mechanical stability and service life even under long-term continuous operation. The core pump body utilizes a high-efficiency hydraulic model design, achieving smooth flow channels, low resistance, and high efficiency through precision casting and CNC machining. Under the same power conditions, it can output a larger effective flow rate and a higher head, fully meeting the actual needs of large-area warehouse buildings, long-distance water supply networks, and high-level fire water points. Diesel power systems offer advantages such as reliable starting, ample torque reserves, and strong adaptability to load changes. They maintain stable operation even in low-temperature, high-humidity, or high-dust environments. Through a multi-stage filtration and cooling system design, the engine’s safety and durability are effectively protected under high-load conditions. The complete fire pump solution employs dedicated fire control logic in its control system, supporting automatic start, manual start, and remote signal linkage. It can seamlessly integrate with fire alarm systems. Once abnormal pressure or fire signals are detected, the equipment can start up and enter rated operating status in a very short time, significantly shortening emergency response time and gaining a critical window for initial fire suppression. To further enhance system reliability, the unit is equipped with multiple operational monitoring and protection functions, monitoring key parameters such as speed, oil pressure, water temperature, and cooling status in real time. Alarms are issued under abnormal operating conditions, ensuring safe equipment operation and facilitating routine management and preventative maintenance by operations and maintenance personnel. Addressing the high-risk characteristics common in warehousing and energy facilities, this diesel fire pump solution emphasizes corrosion and wear resistance in material selection. The pump body and key flow components can be configured with different materials depending on the medium, ensuring minimal scaling and wear during long-term fire water transportation, thus maintaining stable hydraulic performance. The system’s design prioritizes installation flexibility and on-site adaptability. Its modular structure facilitates overall hoisting and rapid on-site placement, allowing for flexible matching of different inlet/outlet diameters, flow ranges, and head parameters according to project requirements, reducing secondary modification costs and improving project implementation efficiency. In actual operation, this highly reliable diesel fire pump solution maintains good performance even during extended standby periods. Regular automatic inspections or manual trial runs ensure the equipment is always available, avoiding the risk of start-up failures due to prolonged downtime. For energy facilities, fire protection systems often need to operate continuously for extended periods under extreme conditions. This unit features optimized fuel consumption control and cooling systems, effectively reducing operating energy consumption and heat load while ensuring strong output, supporting long-term continuous operation without overheating or efficiency degradation. Overall, this highly reliable diesel fire pump solution, with its stable power output, efficient hydraulic performance, comprehensive control and protection system, and excellent environmental adaptability, provides a reliable, durable, and responsive fire water supply system for storage and energy facilities. It not only meets the technical requirements of current fire codes but also significantly improves the overall reliability and safety redundancy of the fire protection system in practical applications, providing a solid guarantee for the safety of high-value assets and personnel.