Stable Operation and Maintenance Advantages of Horizontal Fire Pumps under Heavy-Duty Conditions
High-performance horizontal fire pumps are designed for heavy-duty and continuous operation, featuring high head, large flow rate, stable operation, robust structure, and convenient maintenance. They are suitable for fire water supply systems in industrial plants, petrochemical facilities, municipal engineering projects, and high-rise buildings.
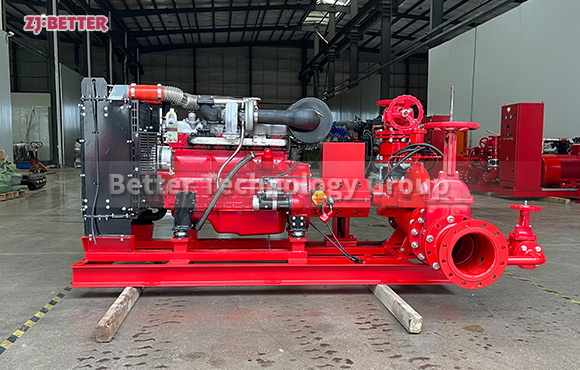
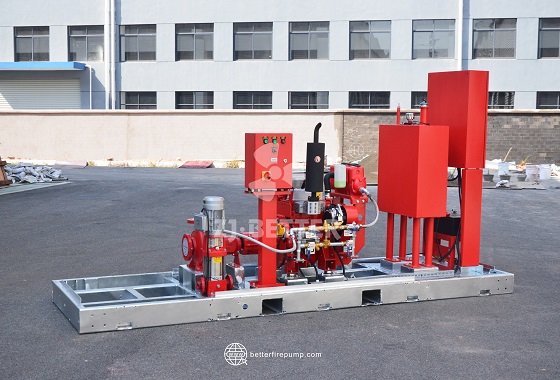
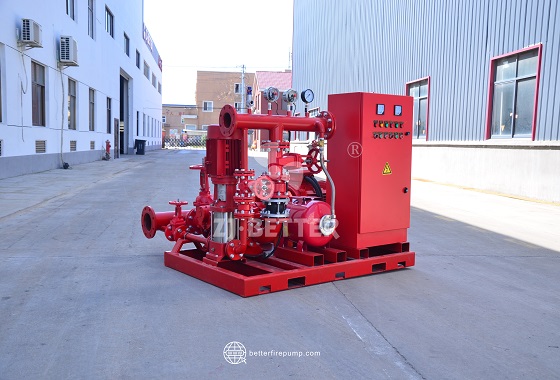
In fire protection systems with heavy-duty operating conditions and high safety requirements, horizontal fire pumps serve as core water supply equipment. Their stability, continuous operating capability, and maintainability directly determine the reliability of the entire fire protection system. This heavy-duty horizontal fire pump unit is designed for high-load, long-term operation, and complex operating environments, and is widely applicable to critical scenarios such as industrial plants, petrochemical facilities, large-scale warehousing and logistics centers, power energy systems, high-rise buildings, and municipal fire water supply systems. The entire unit adopts a horizontal structure layout, with a low center of gravity and stable operation, effectively reducing the vibration risk of the equipment under high-speed and high-pressure output conditions. It can maintain good mechanical stability under continuous high-load conditions, providing a continuous and reliable water supply for the fire protection system. In terms of core performance, this horizontal fire pump has excellent pressure output capability and stable flow characteristics. Through optimized hydraulic model design, the internal flow channel of the pump body is smoother, reducing hydraulic losses, thereby achieving higher operating efficiency while ensuring high head output. Whether in long-distance water transmission, complex pipe network water supply, or fire-fighting scenarios with multiple points of simultaneous water use, this fire pump ensures sufficient water pressure and stable flow, meeting the stringent requirements of various fire protection codes for water supply capacity. Addressing the special needs of heavy-duty operating conditions, the fire pump has undergone comprehensive reinforcement in structural strength and material selection. The pump body and key load-bearing components are manufactured using high-strength cast materials or high-quality alloy materials, possessing excellent pressure resistance and impact resistance. It can withstand the mechanical stress caused by high-pressure water flow and frequent start-stop cycles for extended periods, effectively extending the overall service life of the equipment. The shaft system undergoes precision machining and dynamic balancing to ensure stable operation even under high-speed conditions, reducing bearing load and energy loss, fundamentally improving the reliability of the equipment under heavy-duty conditions. The matching between the motor and pump body has been rigorously calculated and tested to ensure sufficient and stable power output, enabling the fire pump to quickly reach rated operating conditions during emergency starts, providing the required water volume and pressure to the fire protection system immediately. In practical applications, this horizontal fire pump unit demonstrates excellent continuous operation capabilities, maintaining stable performance even under prolonged uninterrupted operation. It is less prone to overheating, efficiency degradation, or abnormal vibration, making it particularly suitable for industrial fire protection systems and critical public facilities with extremely high requirements for continuous water supply. To enhance operational safety, the unit’s design incorporates multiple protection mechanisms, working in conjunction with a comprehensive control system to achieve real-time monitoring of operating status and effective management of key parameters such as pressure, temperature, and current. This reduces equipment risks caused by abnormal operating conditions and enhances the overall safety level of the fire protection system. In terms of maintenance and upkeep, this horizontal fire pump also offers significant advantages. Its rational overall structural layout and easy disassembly and repair of key components simplify daily maintenance, effectively reducing equipment maintenance difficulty and labor costs. The standardized structural design allows for faster replacement of vulnerable parts, minimizing downtime and ensuring the fire protection system remains readily available—crucial for fire equipment requiring long-term stable operation under heavy loads. Furthermore, the horizontal structure facilitates on-site installation and spatial layout compared to other types, flexibly adapting to different machine room conditions, making it particularly suitable for projects with limited space or specific equipment layout requirements. This fire pump was designed with the diverse needs of different operating environments in mind. Whether in high-temperature, humid, and dusty industrial environments, or in building machine rooms where noise and vibration control is crucial, it maintains excellent adaptability. Its low operating noise and vibration contribute to improved machine room conditions and extended service life of the equipment and its accessories. From a system compatibility perspective, this horizontal fire pump can be flexibly matched with various fire duct networks and water supply systems. It can serve as the main fire pump, undertaking core water supply tasks, or be configured in multiple combinations to achieve redundancy and further enhance system reliability and safety. In the event of a sudden fire, the equipment responds quickly and provides stable output, offering continuous and reliable water support for fire sprinkler and fire hydrant systems, ensuring efficient firefighting operations. In summary, this horizontal fire pump, suitable for heavy-duty conditions, demonstrates high application value in various high-standard fire protection projects due to its robust and reliable structural design, stable and efficient performance, and convenient maintenance. It is an ideal choice for those seeking long-term stable operation, reduced maintenance costs, and enhanced fire protection system safety.