

Durable Industrial Fire Pump Units for Stable Performance in Harsh Conditions
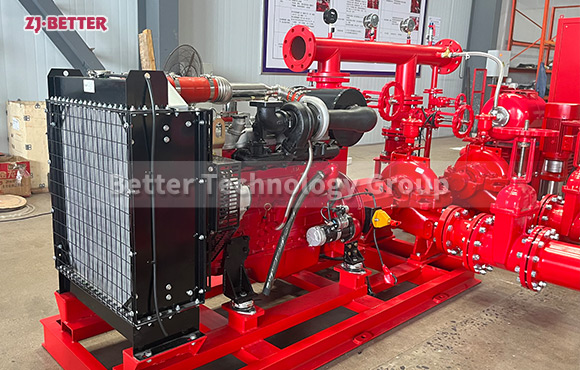
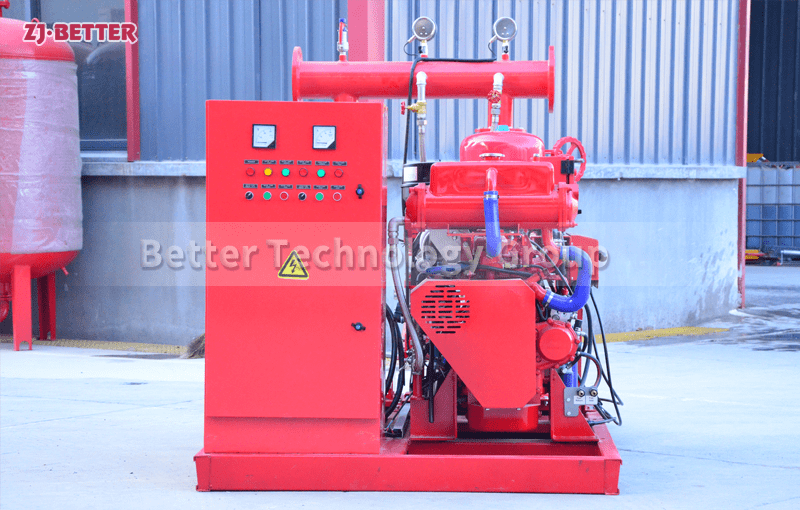
Durable industrial fire pump units feature high-strength structural design, stable operating performance, and excellent environmental adaptability. They are suitable for complex working conditions such as chemical, power, manufacturing, and warehousing industries, providing continuous and reliable fire water supply and improving the safety and operational efficiency of the overall fire protection system.
In modern industrial production and the operation of large-scale infrastructure, fire safety always holds a crucial position, especially in industries such as chemical, energy, power, metallurgy, warehousing and logistics, and manufacturing. Due to the complex production environment, dense equipment, and the presence of flammable and explosive risks, efficient, stable, and reliable fire-fighting water supply systems are essential for rapid control and suppression in the event of a fire. Durable industrial fire pump units have become indispensable key equipment in this context. These fire pump units, with their superior durability, stable operating performance, and excellent environmental adaptability, can maintain efficient operation under various complex working conditions, thus providing continuous and reliable power to industrial fire protection systems. For water supply assurance, in practical design, these units typically adopt a horizontal single-stage or multi-stage centrifugal pump structure. Through optimized hydraulic model design, they maintain good efficiency even under high-load operation. The internal flow channels of the pump body are precisely calculated and processed to effectively reduce hydraulic losses and improve overall operating efficiency. Meanwhile, the impeller is made of high-strength, wear-resistant materials, which can resist wear caused by particulate impurities and water flow impact during long-term operation, thereby extending equipment life and reducing maintenance frequency. In terms of power configuration, these industrial fire pump units can typically be flexibly matched with electric motors or diesel engines to meet different operating conditions. In scenarios with stable power supply, electric motor drive can achieve high-efficiency and energy-saving operation. In environments with unstable power supply or requiring emergency backup, diesel engine drive provides an independent and reliable power source, ensuring the fire protection system operates normally under any circumstances. Furthermore, the equipment’s structural design fully considers the specific characteristics of industrial environments, employing a high-strength base and rigid structural support to give the unit excellent vibration resistance and stability during operation. Even under prolonged continuous operation or frequent start-stop cycles, there will be no significant performance degradation. Simultaneously, the rational arrangement of inlet and outlet positions facilitates pipe connections and reduces the impact of installation errors on system performance. Regarding the sealing system, high-performance mechanical seals or packing seals are used to effectively prevent media leakage and improve performance. High operational safety, especially maintaining excellent sealing performance under high temperature or high pressure conditions, ensuring the reliability and safety of equipment operation. In terms of the control system, this type of fire pump unit can be equipped with advanced automatic control devices to achieve real-time monitoring of pressure, flow, and operating status. When the system detects a drop in pipeline pressure or a fire signal trigger, the unit can quickly start and enter a stable operating state, ensuring timely fire water supply. The control system also has multiple protection functions, such as overload protection, overheat protection, phase loss protection, and abnormal alarm functions, effectively preventing equipment damage due to abnormal operating conditions, thereby further improving the overall system safety. In complex operating environments, such as high temperature, In environments with high humidity, dust, or corrosive gases, these durable industrial fire pump units utilize anti-corrosion coatings and corrosion-resistant materials in the manufacture of key components, giving the equipment excellent environmental adaptability and enabling long-term stable operation unaffected by external factors. In some specialized industries such as petrochemicals and marine engineering, these units can also be designed with explosion-proof features to meet higher safety standards, ensuring safe use in hazardous environments. In practical applications, these fire pump units not only have efficient water supply capabilities but also maintain stable output under various changing operating conditions. For example, when multiple water points in a fire protection system are activated simultaneously, the equipment can automatically adjust its operating status according to system demand to ensure the supply of water to each point. Sufficient water pressure and flow are available at all points, a stability that is particularly important for large industrial facilities. In the event of a fire, multiple firefighting devices often need to operate simultaneously, and any instability in the water supply can affect firefighting efficiency or even cause the fire to spread. Therefore, the stable performance of durable industrial fire pump units directly affects the reliability and safety of the entire fire protection system. In terms of maintenance, this type of equipment also has significant advantages. Through a modular design concept, key components are rationally arranged, making daily inspection and maintenance more convenient. Technicians can quickly replace or repair vulnerable parts, thereby reducing downtime and improving equipment availability. Furthermore, due to its robust and durable structure, maintenance cycles are relatively long. These units effectively reduce long-term operating costs. In terms of energy conservation, through optimized hydraulic design and efficient power matching, they achieve low energy consumption while ensuring performance. This helps enterprises reduce operating costs while meeting fire safety requirements, aligning with modern industrial demands for energy conservation and environmental protection. Furthermore, these devices offer excellent scalability and can be customized to meet different project needs, such as adjusting flow range, head parameters, and control methods to adapt to the requirements of different scales and types of fire protection systems. Whether for large industrial parks, manufacturing bases, warehousing and logistics centers, or infrastructure projects, these durable industrial fire pump units can provide reliable fire water supply solutions. In future development, with the continuous improvement of industrial automation and intelligence, this type of equipment will gradually develop towards intelligence. By introducing remote monitoring, data analysis, and intelligent diagnostic technologies, real-time monitoring and predictive maintenance of equipment operation status can be achieved, thereby further improving system reliability and management efficiency. Overall, durable industrial fire pump units, with their excellent structural design, stable operating performance, and strong environmental adaptability, demonstrate outstanding application value in complex working conditions. They not only provide continuous and stable water supply for industrial fire protection systems but also play an important role in improving overall fire safety levels, making them one of the irreplaceable core equipment in modern industrial fire protection systems.



























.jpg)




