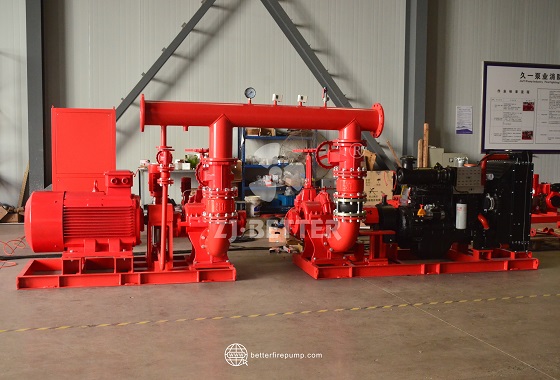
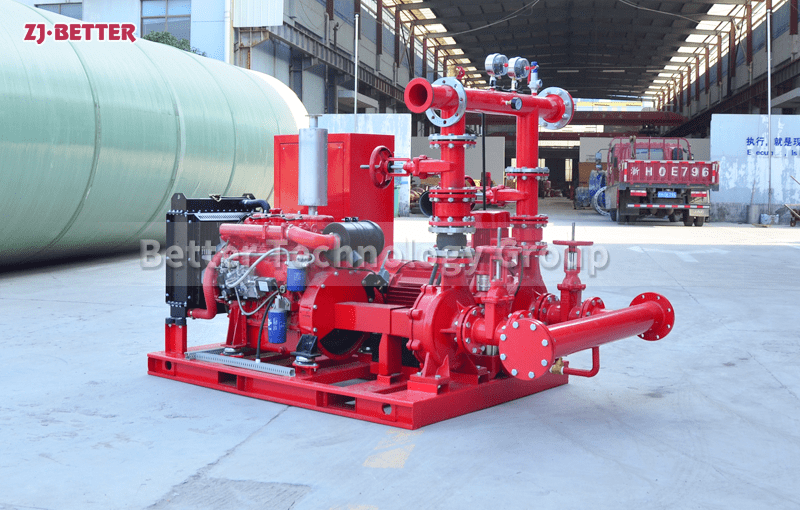
Fire Pump with Vacuum Priming System for Automatic Operation
Fire pump with vacuum priming system for automatic water intake and stable operation, designed for emergency fire protection and complex suction conditions. Ensures fast startup, high efficiency performance and reliable continuous water supply for industrial, municipal and commercial firefighting systems.
Fire pumps with vacuum assistance devices enable automatic priming and stable operation. Designed for complex working conditions and emergency firefighting needs, these high-performance water supply devices integrate a vacuum priming system into a traditional centrifugal pump. This allows the pump to quickly establish negative pressure during startup without manual priming, enabling automatic water intake and rapid entry into a stable operating state. This feature is extremely valuable in practical firefighting applications, especially suitable for locations with complex water intake conditions, high suction heights, or frequent start-stop requirements, such as industrial plants, warehousing and logistics bases, ports, municipal engineering projects, and field emergency firefighting systems. In these environments, traditional fire pumps often rely on foot valves or manual priming, increasing operational difficulty and potentially delaying firefighting due to priming failure. Fire pumps with vacuum assistance devices, however, use a built-in vacuum pump or vacuum tank system to quickly expel air from the suction pipe during startup, creating a stable negative pressure in the pump chamber. This automatically draws water into the pump body, significantly improving system startup efficiency and reliability. In terms of performance, these fire pumps employ an optimized centrifugal pump structure, with the impeller and pump casing designed using precise hydraulic calculations. This design ensures smoother flow and reduces energy loss, maintaining excellent efficiency even under high flow and high head conditions. It can meet the water supply needs of fire protection systems of varying sizes. The pump body is typically made of high-strength cast iron or stainless steel, offering excellent corrosion resistance and mechanical strength, making it suitable for various complex water quality environments and extending equipment lifespan. The vacuum system is usually equipped with a high-efficiency vacuum pump or automatic priming device, along with a liquid level monitoring and control system, achieving fully automated operation. When the system detects no water or insufficient pressure in the pump chamber, it automatically activates the vacuum device to prime water. Once water enters and reaches normal operating conditions, the vacuum system automatically stops operating. The entire process requires no manual intervention, significantly improving operational convenience and system reliability. Regarding operational stability, this type of equipment utilizes optimized structural design and high-precision manufacturing processes, resulting in low vibration and noise during operation. Key components such as bearings and mechanical seals are of high quality, capable of withstanding the load pressure of long-term continuous operation, ensuring stable operation even under high-intensity conditions. The sealing system uses wear-resistant materials. The mechanical seal is designed to prevent leakage, reducing maintenance frequency and costs. The control system can be equipped with an intelligent control cabinet to achieve automatic start-up, automatic shutdown, fault alarm, and remote monitoring. Through real-time monitoring of pressure, flow, and operating status, the system can respond quickly in the event of a fire, immediately starting the fire pump to supply water. During operation, it adjusts according to actual needs to ensure stable and efficient water supply. In terms of energy saving, optimized hydraulic design and reasonable configuration of operating modes ensure high efficiency under different working conditions, reducing energy consumption. The automatic priming function avoids repeated starts and ineffective operation, further improving overall energy efficiency. Regarding installation and application, this type of fire pump typically adopts an integrated base design, with a compact structure that facilitates transportation and installation. It can be quickly connected to existing pipe networks, reducing construction time and costs. Furthermore, since it eliminates the need for a foot valve and complex priming devices, the system layout is more flexible, making it particularly suitable for scenarios with limited space or complex water source conditions. In practical applications, this equipment can maintain high efficiency even when the water source is far away or the water intake conditions are unstable. With its superior water intake capabilities, the system can draw water from rivers, ponds, or groundwater sources without additional auxiliary equipment, significantly enhancing its adaptability and practicality. In terms of safety, the system is equipped with multiple protection mechanisms, including overload protection, overheat protection, water shortage protection, and vacuum system malfunction alarms, ensuring timely protective measures are taken in abnormal situations to prevent damage and guarantee safe system operation. Regarding maintenance, its rational structural design allows for easy disassembly and replacement of key components, simplifying maintenance, reducing downtime, and lowering maintenance costs. Furthermore, the equipment boasts high overall durability, maintaining stable performance over long-term operation. In summary, fire pumps with vacuum assistance devices play a crucial role in modern fire protection systems due to their automatic water intake, high efficiency, stability, reliability, and adaptability. They significantly improve the response speed of fire protection systems and provide stable and reliable water supply in complex environments, making them an ideal choice for various industrial and municipal fire protection projects. With continuous technological advancements, these products will further develop towards intelligence and efficiency, providing more comprehensive and reliable solutions for fire safety.