The Guardian When Power Fails: High Performance of Diesel-Driven Fire Pump Systems
Ensure fire protection even without electricity—diesel-driven fire pump systems offer rapid start-up, independent operation, and reliable water supply. Ideal for oil depots, mining, tunnels, and critical infrastructure requiring robust emergency firefighting solutions.
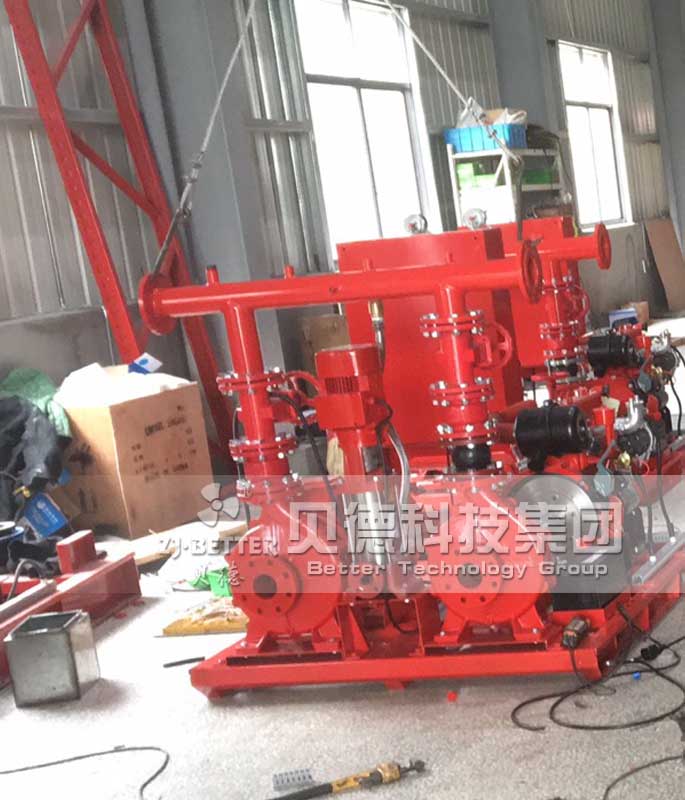
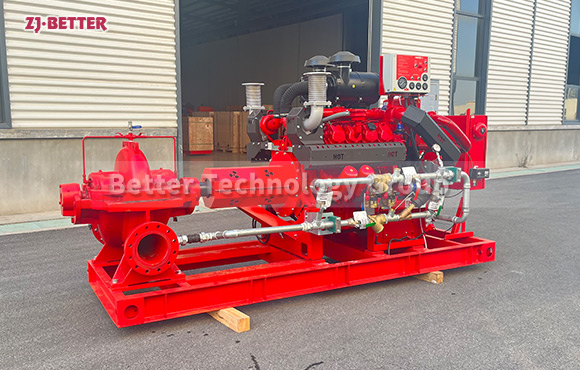
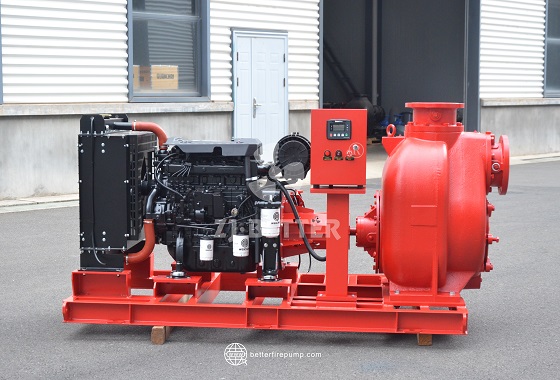
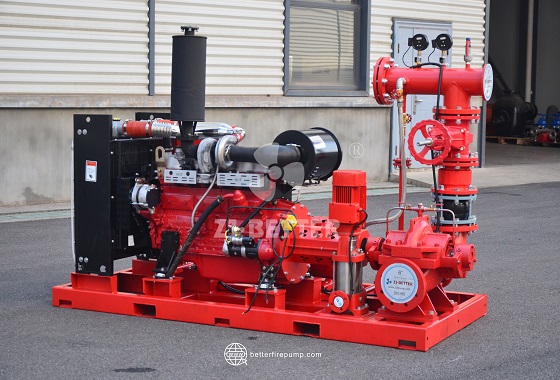
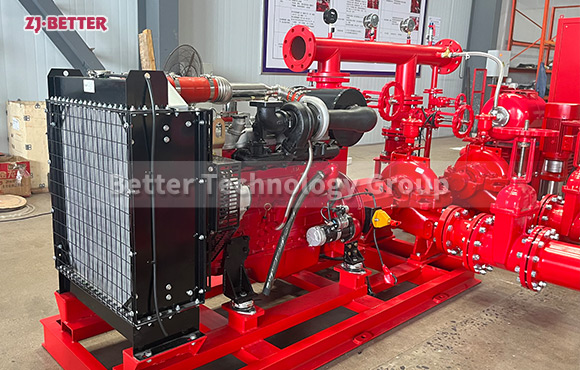
In major engineering sites, industrial facilities, petrochemical bases, and critical locations far from the power grid, a stable and reliable firefighting water supply system is essential. The diesel-driven fire pump system, known for its independence from external power sources, strong emergency response capabilities, and stable operation, has become the core solution to firefighting challenges during power outages. As a professional fire protection device that integrates a high-performance power unit, intelligent control system, and efficient pump structure, the diesel-driven fire pump system demonstrates outstanding system autonomy and operational reliability when facing sudden fires, power failures, or harsh environments. The system is powered by internationally renowned diesel engines and paired with a precision centrifugal pump and standardized base platform design, enabling rapid deployment and efficient startup. Its fuel-driven operation ensures strong off-grid capability, reliably supplying the required water flow and pressure for firefighting even in completely powerless conditions. In terms of control, the system is equipped with an intelligent integrated control cabinet featuring automatic start-stop logic, battery power management, alarm output, and remote signal interfaces, enabling automatic operation and remote monitoring in unattended environments. Its self-starting function has undergone rigorous testing and can complete ignition and reach rated operation within 15 seconds upon receiving a fire signal, significantly reducing response time and improving early fire control effectiveness. To ensure stable operation under all conditions, the system includes high-capacity batteries, industrial-grade water tanks, and oil cooling systems, with multiple safety protections at critical points such as cooling, pressure, and lubrication. This greatly enhances both the service life and operational safety of the equipment. Structurally, the base and piping are made from high-strength carbon steel with anti-corrosive coating, suitable for coastal, humid, and corrosive environments. The pump body can be selected from cast iron, stainless steel, or bronze depending on the application, offering abrasion and corrosion resistance for clean water or slightly contaminated media. In terms of application, diesel-driven fire pump systems are widely used in large oil depots, storage hubs, logistics parks, mining projects, elevated city zones, and bridge/tunnel engineering—anywhere with high fire safety demands. Whether used as the primary pump, backup configuration, or core power unit of an integrated pump station, it excels in environmental adaptability and operational continuity. Furthermore, with the integration of digital technologies into firefighting equipment, modern diesel-driven fire pump systems are evolving toward being “monitorable, remotely accessible, and predictive.” Through cloud platform integration and linkage with the fire control center, parameters such as operating status, start logs, fuel consumption, and alarms are collected and uploaded in real-time 24/7, supporting maintenance while enhancing intelligent management. Regarding installation and maintenance, the system is highly modular, with forklift slots and lifting points on the base for easy transport and on-site setup. Users simply connect water inlets/outlets and signal interfaces to achieve plug-and-play functionality. Detailed manuals and maintenance guides provide instructions on oil changes, filter checks, battery care, and starter tests to ensure long-term stable operation. In conclusion, the diesel-driven fire pump system is a highly integrated, high-performance, and intelligent core firefighting solution. With five core advantages—independent power source, rapid start, continuous water supply, robust structure, and smart control—it builds a solid firefighting defense for industrial sites, outdoor projects, and critical facilities. In emergency scenarios where power is unavailable, it acts as a calm and reliable guardian, responding instantly to protect lives and property. As fire protection standards evolve and users demand greater system reliability, diesel-driven fire pump systems will continue to play an irreplaceable role, advancing in smart management, green energy, and integrated systems to deliver more efficient and professional global fire protection solutions.














.jpg)