The Key to Long-Distance Water Delivery Systems: Full Technical Overview of the Horizontal Multistage Fire Pump
A comprehensive overview of horizontal multistage fire pumps and their essential role in long-distance, high-head water supply systems. ZJ-BETTER delivers efficient, reliable, and corrosion-resistant fire pump solutions for high-rise buildings, petrochemical sites, tunnels, and more.
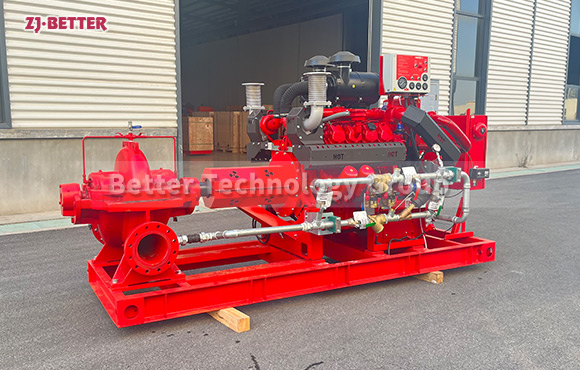
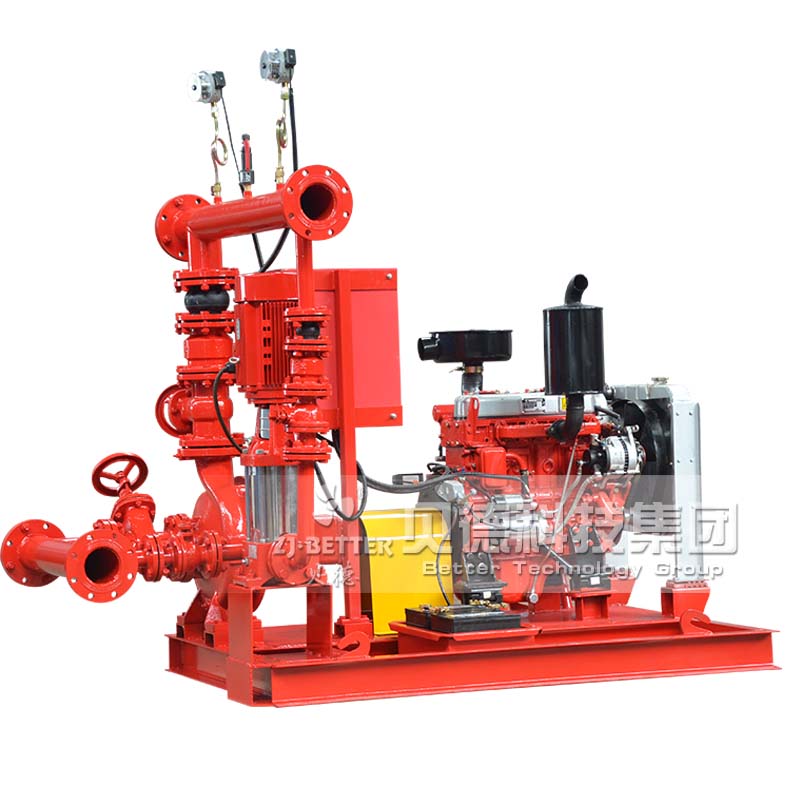
In modern industrial and large-scale municipal engineering fire protection systems, scenarios involving long water supply distances and high water pressure requirements are becoming increasingly common. Whether in high-rise buildings, petrochemical plants, or long-distance water supply networks, there is a need for fire pump equipment capable of providing high head, stable flow, and continuous operation. Horizontal multi-stage fire pumps have emerged in this context and, with their outstanding performance, have become a critical piece of equipment for ensuring the efficient operation of long-distance water supply systems. As the name suggests, a horizontal multi-stage fire pump is a pump type that achieves high head output through the serial connection of multiple impeller stages. Its main components include the suction section, intermediate section, guide vanes, impellers, bearings, shaft seals, and discharge section. The entire unit is arranged in a horizontal installation configuration, facilitating direct coupling with an electric motor or diesel engine. The typical features of this pump include high head, smooth operation, high efficiency, and low noise, making it particularly suitable for firefighting water supply tasks under conditions of high flow rate and high head. The horizontal multi-stage fire pump produced by the ZJ-BETTER brand is made of high-quality cast iron or stainless steel. Depending on the user’s operating conditions, various materials for the flow components can be selected, such as 304 or 316L, to meet the requirements for conveying highly corrosive media. The pump body is fully machined and assembled using a CNC machining centre, ensuring the coaxiality and fitting accuracy of every component, thereby enhancing the stability and durability of the equipment. This series of products can be integrated with electric motors, pump control cabinets, and pressure stabilisation equipment to form a complete firefighting water supply system, featuring automatic detection, pressure regulation, and remote control functions, making it an indispensable component of smart fire protection systems. In terms of fire pump performance, the ZJ-BETTER horizontal multistage pump can be customised to meet different head and flow rate requirements. Typically, the head ranges from 50 metres to 400 metres, and the flow rate varies from 10 cubic metres per hour to 500 cubic metres per hour. Its multi-stage impeller design not only enhances the pump’s overall efficiency but also effectively reduces axial thrust. By using high-strength alloy shafts and high-temperature-resistant bearings, the pump maintains stable operation without vibration even under high-pressure continuous running conditions. In terms of sealing systems, the pump features multi-layer mechanical seals or packing seals to minimise leakage risks, and is equipped with shaft sleeves and corrosion-resistant seal chambers to extend service life. Motor selection options include Y-series standard motors, explosion-proof motors, or high-efficiency energy-saving motors, catering to the dual requirements of electrical safety and energy efficiency in various industrial environments. Additionally, the pump’s coupling adopts an elastic coupling structure to effectively cushion startup impacts and extend the overall service life of the unit. In terms of operational control, the horizontal multi-stage fire pump can be integrated with an intelligent control system, including pressure sensors, flow meters, PLC control modules, touchscreen interfaces, and remote networking capabilities. Users can monitor the real-time operational status of the pump station via mobile phones or computers. The system features automatic start/stop, abnormal alarm, overload protection, and fault recording functions, significantly enhancing the system’s intelligence level and operational efficiency. In terms of application scenarios, this pump is widely used in high-rise buildings, underground garages, urban rail transit, airports, petrochemical plants, power systems, water treatment plants, and tunnel fire protection systems. Especially in systems where the water supply distance exceeds 500 metres and the head requirement exceeds 100 metres, the performance advantages of this type of pump are particularly prominent, ensuring that water pressure at the end of the pipeline network meets the requirements for fire sprinkler activation and fire extinguishing. The ZJ-BETTER horizontal multi-stage fire pump also demonstrates strong competitiveness in overseas markets, complying with international and Chinese standards such as NFPA 20, and holding certifications including CE, ISO, and CCC. The company offers comprehensive product selection, design solutions, installation, commissioning, and after-sales maintenance services, providing customers with a one-stop fire pump system solution. Notably, this series of pumps undergoes rigorous factory testing, including water pressure tests, performance curve tests, and vibration and noise tests, ensuring that each pump meets design requirements upon shipment, accompanied by complete test reports and operating instructions. In terms of pump body coating, the company employs high-temperature electrostatic spraying technology to enhance corrosion resistance, ensuring stable operation even in high-humidity, salt fog, and acid-alkali environments. In response to the growing demands for reliability and intelligence in fire protection water supply systems for future urban safety infrastructure, ZJ-BETTER will continue to increase R&D investment in horizontal multi-stage pump technology, introducing more products featuring high performance, intelligence, and energy efficiency. Through continuous innovation in hydraulic model optimisation, structural improvements, and electrical intelligent upgrades, we are developing high-end fire pump products that lead industry development, providing robust support for global fire protection systems. In summary, as the core equipment ensuring the stable operation of long-distance water supply systems, horizontal multi-stage fire pumps have become an indispensable key force in modern building fire protection systems due to their excellent high-head capability, reliable operational performance, outstanding corrosion resistance, and intelligent control capabilities, have become an indispensable key component in modern building fire protection systems. ZJ-BETTER, with its professional R&D capabilities, mature manufacturing processes, and comprehensive service system, is committed to providing customers with safer, more efficient, and more reliable fire protection water supply solutions, playing an increasingly important role in the development of smart fire protection and green industrial systems.