High-Efficiency Dual Pump Control System for a Safe and Energy-Saving Fire Protection Solution
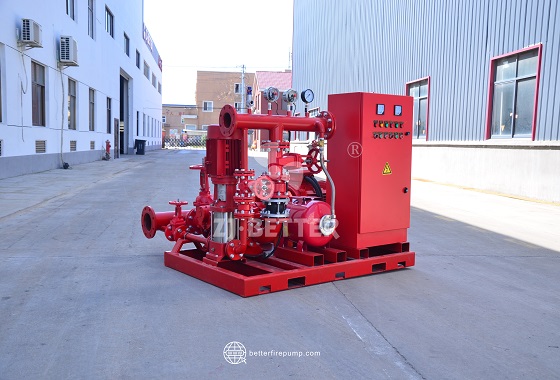
The high-efficiency and energy-saving dual-pump control system is an advanced fire-fighting water supply equipment that integrates intelligent control, energy-saving operation, and safety assurance. It has advantages such as automatic switching, stable pressure, high efficiency and energy saving, low noise, and easy maintenance. It is widely used in high-rise buildings, factories, commercial complexes, and warehouses to provide continuous and stable water pressure support for fire protection systems. It is an ideal energy-saving fire protection solution for modern buildings.
Modern buildings and industrial facilities place increasingly stringent demands on fire protection systems. They must ensure a rapid, stable, and sufficient supply of fire-fighting water in the event of a fire, while maintaining energy efficiency, cost-effectiveness, and reliability during daily operation. The high-efficiency, energy-saving dual-pump control system is an advanced fire-fighting water supply device developed to meet these needs. It integrates automated control, energy-saving technology, and intelligent monitoring concepts, becoming a crucial core component of any fire protection system. This system employs a dual-pump design, consisting of a main pump and a standby pump, or a main pump and a pressure-stabilizing pump. Intelligent control logic enables efficient switching and precise adjustment, ensuring stable system pressure and continuous water supply under various operating conditions. In normal standby mode, the system operates solely through the pressure-stabilizing pump, maintaining the network pressure within a set range for low-energy operation. When the network pressure drops to a set starting point or a fire signal is received, the main pump automatically starts, rapidly providing the required high-flow-rate water pressure to ensure the fire protection system’s immediate response capability. This dual-pump control structure not only guarantees system redundancy but also significantly improves energy efficiency. In terms of performance, the high-efficiency and energy-saving dual-pump control system uses a high-head, high-efficiency centrifugal pump as the core water conveying equipment. Its hydraulic model has undergone precise calculation and optimization design, featuring uniform flow, low noise, and minimal vibration, maintaining stable output during continuous operation. The motor and pump body are connected by a precision coupling, resulting in a compact structure and high transmission efficiency. They are also constructed from high-strength cast iron or stainless steel, offering corrosion resistance and wear resistance, extending the overall service life. The system’s electrical control cabinet utilizes intelligent PLC control technology, enabling automatic start/stop, pressure regulation, alarm monitoring, and status feedback. Users can view real-time operating data or remotely monitor system status through the control panel, achieving intelligent management. Energy efficiency is a core advantage of this system. Compared to traditional single-pump full-pressure operation, the dual-pump control system automatically adjusts the start/stop combination according to actual water consumption and pressure requirements, thereby reducing energy waste caused by prolonged high-load operation. The pressure-stabilizing pump operates at low power and consumes very little energy in non-fire conditions, saving a significant amount of electricity. Meanwhile, the system can also be equipped with a variable frequency control device, which automatically adjusts the pump speed by monitoring pressure changes in real time, ensuring that the output matches the demand and further improving energy efficiency. Long-term operating data shows that the overall energy efficiency of this system can be 20%-40% higher than that of ordinary fire pump sets, significantly reducing operating costs while ensuring safety performance. Safety and reliability are another core design concept of this system. The automatic switching function between the two pumps ensures that even if one pump fails, the other can be put into operation immediately, without affecting the water supply continuity of the entire fire protection system. In addition, the system is equipped with multiple protection mechanisms, including overload protection, short circuit protection, phase loss protection, high pressure alarm, low voltage alarm, and automatic fault switching, ensuring that the equipment can still work stably under extreme conditions. The electrical components use high-quality industrial-grade components, which have high temperature resistance, moisture resistance, and dust resistance, and are suitable for use in various harsh environments, especially for high-rise buildings, factory workshops, warehousing and logistics centers, commercial complexes, and underground spaces. The system’s structural layout is also carefully designed, with a small footprint and flexible installation. It can be modularly assembled according to the project site space conditions to meet different engineering needs. Its piping system uses flange connections, facilitating disassembly and maintenance and reducing downtime. Key components such as the pump body, valves, pressure gauges, and sensors undergo rigorous testing to ensure excellent sealing and water pressure stability during long-term operation. Low maintenance costs and long service life are key reasons why this equipment is so popular with users. Notably, the high-efficiency, energy-saving dual-pump control system not only performs exceptionally well in fire-fighting water supply but can also function as a booster pump for domestic or industrial water supply systems, achieving multi-purpose functionality. Its high degree of automation allows it to interface with building management systems (BMS) to form a complete intelligent monitoring network for fire protection and water supply, enabling remote control and data analysis, and providing a more scientific guarantee for the safe operation of modern buildings. The system also demonstrates significant advantages in energy efficiency management. By precisely controlling the start-up frequency and operating time, it reduces the impact of frequent motor starts and stops on the equipment, extending the overall system lifespan. The accompanying pressure sensors and flow monitoring devices provide real-time data feedback, and the system automatically adjusts its operating status according to changes, ensuring the entire pump unit is always at its optimal operating point, thereby maximizing energy savings while ensuring fire safety. In terms of environmental friendliness, the system operates with low noise, minimal vibration, and no leakage, meeting green building energy-saving standards. Some models utilize high-efficiency permanent magnet motors or energy-saving variable frequency drives, further improving energy utilization and reducing carbon emissions, aligning with modern urban energy conservation and emission reduction trends. The manufacturing process strictly adheres to fire equipment production standards, undergoing multiple quality and performance tests to ensure stable and reliable operation upon leaving the factory. Each system undergoes pressure testing, performance curve testing, and electrical function verification before leaving the factory, ensuring plug-and-play functionality and safe operation after installation. From the user’s perspective, the high-efficiency, energy-saving dual-pump control system is not merely a fire-fighting device, but a comprehensive safety and energy-saving solution. It balances high reliability in fire water supply with high efficiency in energy management, reducing long-term operating costs for project owners, enhancing system safety levels, and meeting the demands of modern buildings for intelligent and sustainable development. In the face of fierce market competition, this high-performance, low-energy-consumption dual-pump system is gradually becoming the preferred configuration for fire protection engineering projects both domestically and internationally. In the future, with the deepening of smart fire protection and green energy conservation concepts, this system will also be combined with technologies such as IoT monitoring and cloud data analysis to achieve a higher level of automated management and predictive maintenance. In summary, the high-efficiency energy-saving dual-pump control system, with its advanced design concept, superior hydraulic performance, intelligent control technology, and excellent energy-saving effect, has become an indispensable piece of equipment in the fire protection field. It not only provides buildings with continuous and stable fire water pressure, but also injects powerful momentum into modern urban safety and sustainable development with its high efficiency, low energy consumption, and high reliability.