In the field of modern building fire protection design and industrial safety, the integrated diesel fire pump system, as one of the core fire extinguishing equipments, is more and more favored by engineers, design institutes and using units. The system integrates diesel power, high-efficiency pumping unit, electric control system and piping components, and provides solid support for fire protection in various places with multiple advantages such as high integration, high reliability, high adaptability and high intelligence.
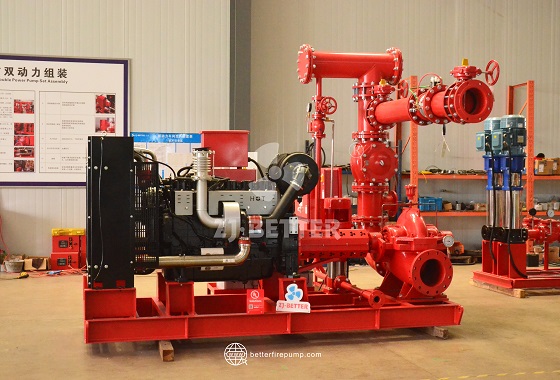
The product adopts international advanced diesel power unit with excellent starting performance and continuous and stable output power, which is able to start quickly and run at full power in emergencies such as power supply interruption and power cut at fire scene, ensuring uninterrupted water supply at fire scene. This independent power protection mechanism makes it especially important in petrochemical, tunnel, power plant, high-rise buildings, warehousing and logistics and other critical places.
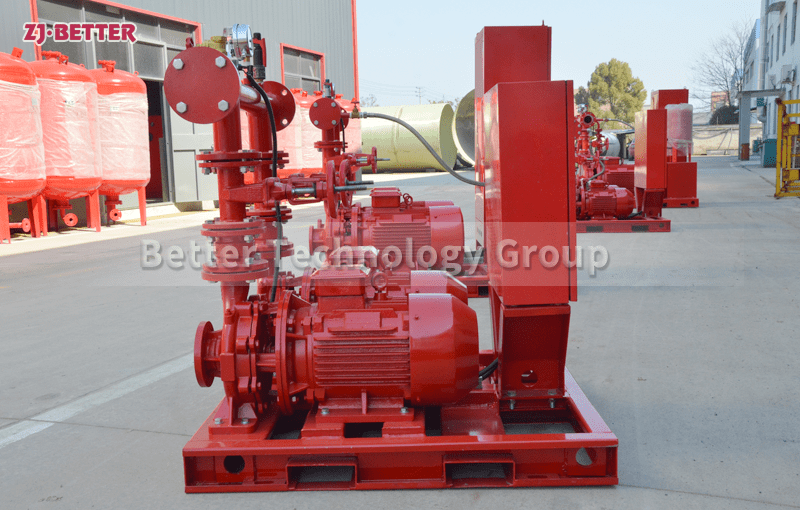
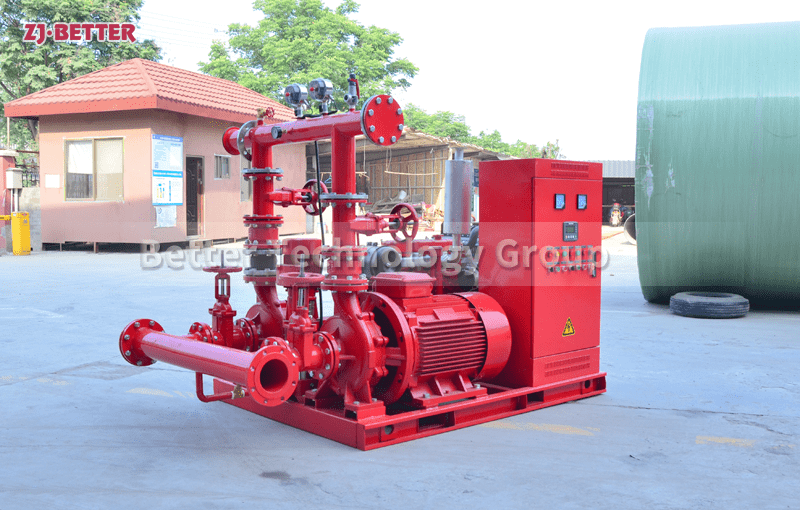
The overall structure of the product adopts modular design, the pump body and diesel engine, base, electronic control system, fuel device, radiator, connecting flange, etc. are highly unified in a single unit, covering a small area, easy to install, and significantly reduce the construction time and installation errors. The complete set has been debugged and tested before leaving the factory, which ensures that the user can put it into use with minimum connection work on site, significantly improving the project delivery efficiency.
The core pump body of the system is made of high-strength cast iron or stainless steel, which is strictly balanced and processed with high precision to provide high hydraulic efficiency and corrosion resistance. Combined with high-performance mechanical seals and bearings, the system is designed to operate with low vibration, low noise and low maintenance costs, making it particularly suitable for firefighting applications that require continuous high-load operation.
The control system integrates advanced intelligent control panel with automatic detection, automatic start/stop, fault diagnosis, alarm linkage, remote control and other functions. Users can monitor the status of the pump group in real time through the display, quickly respond to emergencies, and effectively avoid the system failure caused by equipment failure. The control panel is also equipped with bilingual operation interface, which is convenient for international customers to use.
Considering the diversified requirements for fire pumps in different application scenarios, the system supports customized configurations, including pump model, head, flow rate, electronic control scheme, inlet and outlet directions, interface forms, etc., to ensure that each piece of equipment can accurately fit the needs of the user’s working conditions. In addition, the system can be extended to seamlessly connect with other fire protection systems such as sprinkler, fire hydrant and alarm to realize integrated linkage control.
In terms of design safety, the product complies with NFPA20, ISO and other international standards, and all key components have passed severe environmental tests such as high temperature, salt spray, vibration, humidity and heat to ensure continuous and stable operation under various extreme working conditions. The whole system is equipped with multiple safety designs, such as independent fuel tank, explosion-proof exhaust system, and battery starting redundancy mechanism, which comprehensively enhance the reliability and stability of the fire protection system.
In terms of after-sales protection, the products provide full-cycle technical support and services, including installation guidance, use training, fault diagnosis, regular maintenance programs, etc., to ensure that the customer’s equipment continues to operate efficiently during the entire life cycle. With strong manufacturing capacity and perfect quality management system, the factory is able to respond quickly to global market demand and provide high-quality customized solutions.
To summarize, the integrated diesel fire pump system has become an indispensable core equipment in modern fire fighting system with its significant advantages of high integration, high performance, high intelligence and high reliability. Whether in high-risk industrial sites, urban infrastructure, commercial complexes or remote unpowered areas, it can provide stable, reliable and efficient fire-fighting support, and is a solid backing for safeguarding life and property.