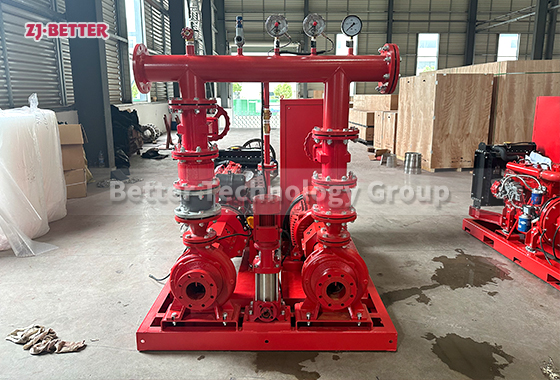
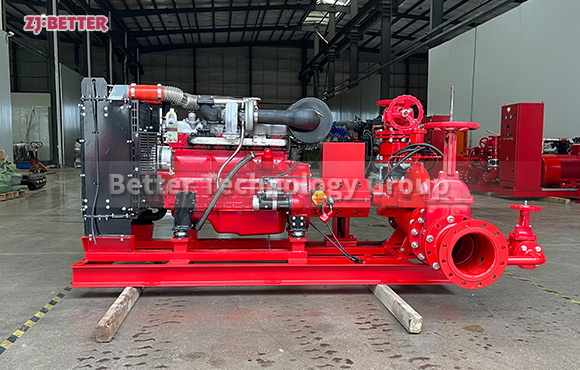
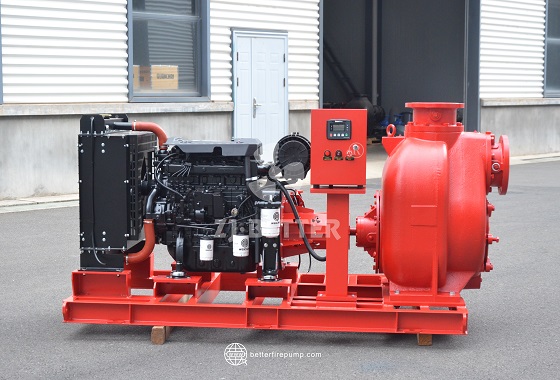
Low Noise Fire Booster Pump for Hospitals and Educational Facilities
Low-noise fire-fighting booster equipment has the advantages of quiet operation, stable constant pressure, energy saving and high efficiency, and intelligent control. It is widely used in fire protection projects for hospitals, schools, office buildings and high-end commercial buildings.
With the increasing demands for safety and environmental comfort in modern buildings, fire protection systems no longer need to meet basic fire-fighting water supply requirements but also need to consider low noise, low vibration, and long-term stable operation. Especially in places with high requirements for quiet environments, such as hospitals, schools, libraries, office buildings, high-end residences, data centers, and research institutions, the noise and vibration generated by traditional fire booster equipment often affect daily work, study, and life. Therefore, fire booster equipment with low-noise operation capabilities has gradually become an important development direction in modern fire protection engineering. Low-noise fire booster equipment, through the comprehensive combination of high-efficiency hydraulic structure, silent power system, and intelligent control technology, effectively reduces equipment operating noise and mechanical vibration while ensuring stable fire water supply capacity, providing a more efficient, safe, and comfortable fire water supply solution for modern quiet environment engineering. One of the biggest advantages of low-noise fire booster equipment is its excellent silent operation performance. The equipment adopts a low-noise motor and optimized flow channel structure design, effectively reducing air and water noise generated during operation by reducing internal water flow turbulence and mechanical friction. Compared to traditional fire pump equipment, this system can significantly reduce the overall operating noise level while maintaining high-efficiency water supply capacity. For hospital wards, school buildings, and high-end office spaces, low-noise operation can effectively reduce the interference of equipment on normal work and rest environments, thereby improving the overall building quality. To further reduce mechanical vibration, the equipment adopts a professional vibration damping structure design, including high-precision dynamic balancing, flexible couplings, and vibration-damping bases. The engine and pump body can maintain a more stable power output during operation, reducing the transmission of vibration to the building structure and piping system. This low-vibration operation mode not only reduces equipment noise but also extends the service life of mechanical components and reduces the risk of loosening or failure during long-term operation. In high-rise buildings and underground pump room environments, low-vibration design is of great significance for improving equipment stability and building comfort. To ensure the long-term stable operation of the fire water supply system, the low-noise fire booster equipment adopts a high-efficiency centrifugal pump structure design. By optimizing the impeller, hydraulic flow channel, and internal pump body structure, the water flow inside the equipment is smoother and more stable. This advanced hydraulic design can effectively reduce internal energy loss and reduce noise generated by water flow impact. Meanwhile, the equipment can continuously and stably provide constant pressure to sprinkler systems, fire hydrant systems, and fire protection pipe networks, thus meeting the stringent requirements of modern fire protection engineering for stable water supply. Even in high-rise buildings with long-distance water supply environments, the equipment can still maintain stable pressure output, ensuring rapid response of the fire protection system in emergencies. The intelligent control system is a crucial component of the low-noise fire booster equipment. Equipped with an automatic control cabinet, the equipment can monitor pressure, flow rate, voltage, current, and equipment operating status in real time, and automatically adjust the operating mode according to the actual needs of the fire protection system. When the pressure in the fire protection pipe network drops, the equipment can automatically start to replenish pressure; when the pressure returns to normal, the system automatically stops operating, thus avoiding unnecessary energy consumption and prolonged idle operation. Some high-end equipment also supports variable frequency control technology, which can automatically adjust the operating speed according to actual pressure requirements, achieving a smoother and quieter operation while further reducing energy consumption. Energy efficiency is also one of the important evaluation indicators for modern fire protection equipment. The low-noise fire booster equipment combines a high-efficiency motor with intelligent variable frequency technology to achieve an on-demand water supply operation mode. Compared to traditional constant-speed operating equipment, it effectively reduces power consumption and energy waste, significantly lowering operating costs over long-term operation. For large hospitals, schools, and commercial complexes, fire protection systems typically need to be on standby year-round, and energy-efficient fire booster equipment can reduce long-term operating costs while ensuring fire safety, improving the overall economic benefits of the project. To enhance the long-term stability of the equipment in complex environments, key components of the low-noise fire booster equipment are made of high-strength, wear-resistant, and corrosion-resistant materials, including stainless steel impellers, high-strength pump shafts, high-temperature bearings, and high-performance mechanical seals. These high-quality materials effectively resist corrosion and wear during long-term operation, maintaining stable performance even in humid, high-temperature, or complex water quality environments. For environments such as underground pump rooms in hospitals, equipment floors in schools, and industrial buildings, the durable structural design significantly extends the overall service life of the equipment and reduces subsequent maintenance costs. In terms of installation and maintenance, the low-noise fire booster equipment adopts a compact modular design, centrally installing the fire pump, motor, control cabinet, and piping system on a unified base, thereby reducing the overall footprint and improving installation efficiency. Most of the assembly and debugging work is completed before the equipment leaves the factory, making on-site installation more convenient and faster. For underground pump rooms or equipment floors with limited space, the compact design can effectively improve space utilization. At the same time, the rationally laid-out structural design also facilitates later maintenance and repair, reduces equipment downtime, and improves overall management efficiency. The low-noise fire booster equipment also has excellent safety protection performance. The system has built-in overload protection, phase loss protection, overpressure protection, and automatic alarm functions. When abnormal operation occurs, protective measures can be taken in time to avoid equipment damage and improve overall operational safety. Some equipment also supports remote network monitoring, allowing managers to view equipment operation data and fault information in real time through smart terminals, improving the daily management efficiency of the fire protection system. In terms of application areas, low-noise fire booster equipment is widely used in places with high requirements for environmental quietness, such as hospitals, schools, office buildings, high-end residences, hotels, libraries, research centers, and data centers. In these scenarios, fire protection systems not only need to meet stable water supply requirements but also must consider low noise and comfort. Low-noise fire booster equipment, with its advantages of quiet operation, intelligent control, and energy efficiency, can fully meet the needs of modern buildings for high-quality fire water supply systems. As modern buildings continue to develop towards intelligence, greening, and high comfort, the market demand for low-noise fire protection equipment is also continuously growing. In the future, low-noise fire booster equipment will further integrate intelligent monitoring, remote management, and energy-saving and environmentally friendly technologies to achieve a more efficient, safe, and intelligent fire water supply management model, providing a more reliable and environmentally friendly overall solution for the construction of modern building fire protection systems. Whether in large-scale medical projects, educational facilities, or high-end commercial buildings, low-noise fire booster equipment will become a crucial core device in modern fire protection engineering due to its advantages of stable water supply, low-noise operation, and energy efficiency, continuously driving the fire protection industry towards greater intelligence and higher quality.