Industrial Fire Pump Systems Designed for High Flow and Stable Pressure
Industrial fire pump systems designed specifically for high flow rates and stable pressures possess advantages such as high-efficiency centrifugal pump technology, intelligent automatic control, high-flow water supply, stable pressure output, and low maintenance costs. They are widely used in fire water supply systems for industrial parks, warehousing and logistics, petrochemicals, power facilities, high-rise buildings, and large infrastructure, providing reliable, safe, and efficient fire protection solutions for modern fire protection engineering.
In modern industrial facilities, petrochemical parks, warehousing and logistics centers, power energy bases, airports, ports, large commercial complexes, and various critical infrastructure projects, fire protection systems have become a crucial component in ensuring personnel and property safety. With the continuous expansion of building scale and increasingly stringent fire protection regulations, traditional water supply equipment can no longer meet the demands of complex fire-fighting conditions for high flow rates, high pressures, continuous water supply, and rapid response. Therefore, industrial fire pump systems specifically designed for high flow rates and stable pressure have gradually become core equipment in modern fire protection engineering construction. These fire pump systems, through advanced hydraulic design, efficient power configuration, intelligent control technology, and reliable structural design, provide a continuous and stable fire-fighting water source for various fire-fighting facilities. They can quickly establish pressure and maintain a long-term water supply during a fire, buying valuable time for fire rescue.
One of the biggest advantages of industrial fire pump systems is their superior high-flow-rate water supply capacity. For large industrial parks, production workshops, logistics warehouses, and high-risk chemical facilities, once a fire occurs, it is often necessary to simultaneously deliver large amounts of fire-fighting water to multiple fire-fighting areas within a very short time. Ordinary water supply equipment is prone to pressure drops and insufficient flow when faced with high flow demands. However, professional industrial fire pump systems, through optimized impeller structure, improved flow channel design, and the use of high-efficiency centrifugal pump technology, can output large quantities of fire-fighting water in a short time. Even when multiple fire hydrants, sprinkler systems, and fire monitors are operating simultaneously, they maintain a stable water supply, ensuring the fire-fighting system functions at its maximum effectiveness. This high-flow-rate capacity not only improves fire-fighting efficiency but also effectively reduces the risk of fire spread, providing a solid guarantee for the prevention and control of major fire accidents.
Stable pressure output is another crucial performance indicator for industrial fire pump systems. Excessive pressure fluctuations during fire system operation can lead to reduced sprinkler effectiveness, insufficient fire monitor range, and decreased fire-fighting efficiency. Advanced industrial fire pump systems achieve an optimal balance between flow and pressure through precise hydraulic calculations and rational system configuration. The pump body utilizes a high-efficiency impeller and a precision flow guide structure to maintain a stable head while ensuring high flow output. Whether during the initial start-up of the fire system or during long-term continuous operation, a stable pressure state is maintained, ensuring a uniform and reliable water supply to the entire fire-fighting network. For large building complexes and long-distance water supply projects, stable pressure not only improves fire extinguishing effectiveness but also reduces pipeline impact and extends the overall system lifespan.
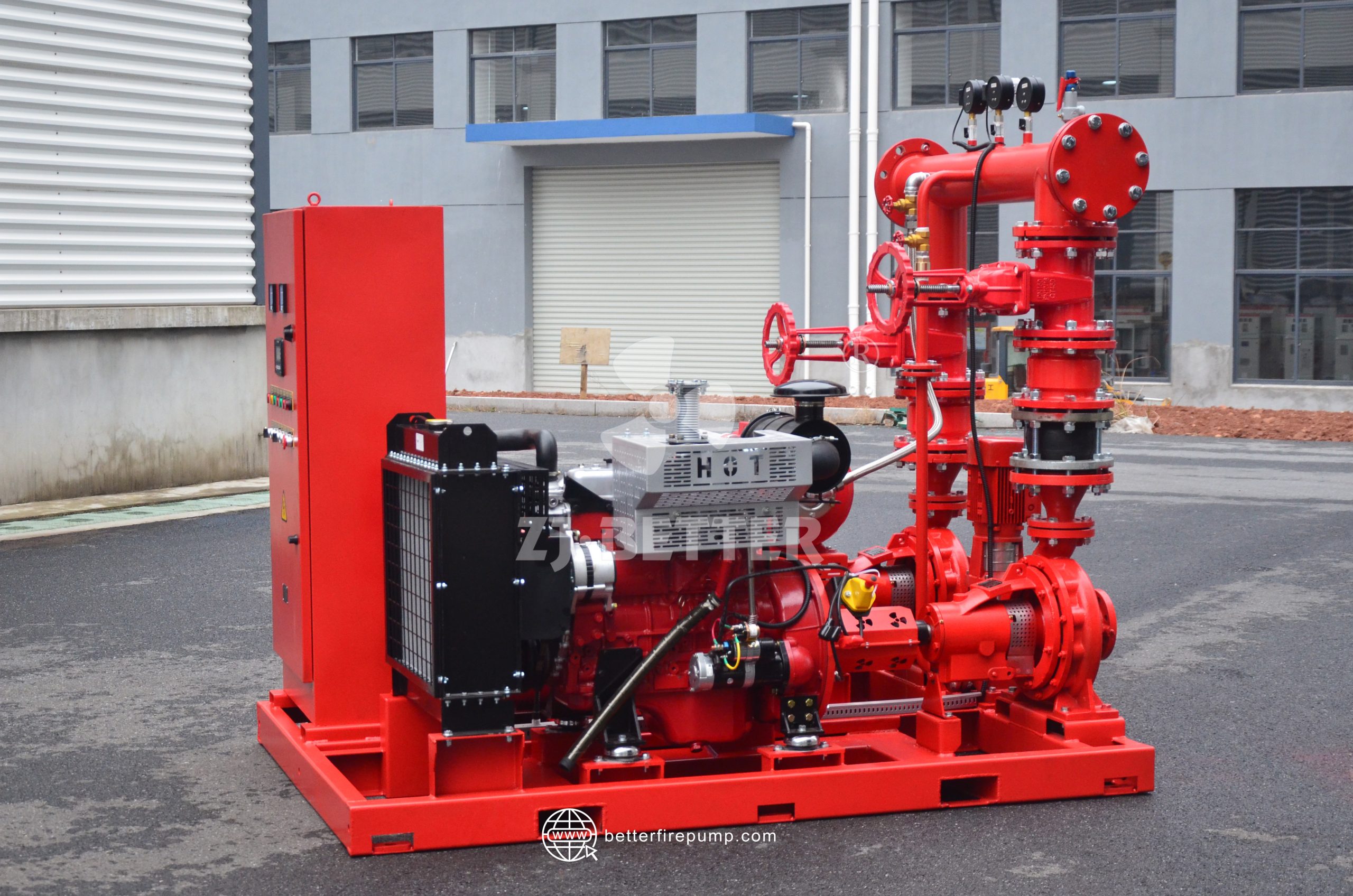
High-efficiency electric motor drive systems are a crucial component of modern industrial fire pumps. As the primary power source, electric motors feature rapid start-up, smooth operation, convenient maintenance, and high energy efficiency. Once the fire protection system receives a fire signal or detects a drop in pipeline pressure, the motor can quickly start and drive the fire pump into operation. Advanced motors employ high-efficiency winding designs and high-quality bearing systems, providing strong power output while reducing energy consumption. Their operation is characterized by low vibration and low noise, contributing to improved equipment stability and user comfort. For fire protection equipment that is constantly on standby, high-performance motors not only ensure rapid emergency response but also effectively reduce operating costs.
Modern industrial fire pump systems utilize advanced centrifugal pump technology, significantly improving overall operating efficiency. Through computer-aided fluid dynamics optimization design, the impeller and pump casing flow channels reduce internal hydraulic losses and improve energy conversion efficiency. High-efficiency centrifugal pumps not only achieve larger flow outputs but also obtain higher heads under lower energy consumption conditions. For large-scale fire protection projects, this means covering a wider area and taller buildings under the same power consumption conditions. Simultaneously, the efficient pump design reduces equipment operating temperature and mechanical wear, thereby extending equipment lifespan. In the long term, this high-efficiency design can significantly reduce the overall lifecycle cost of the fire protection system.
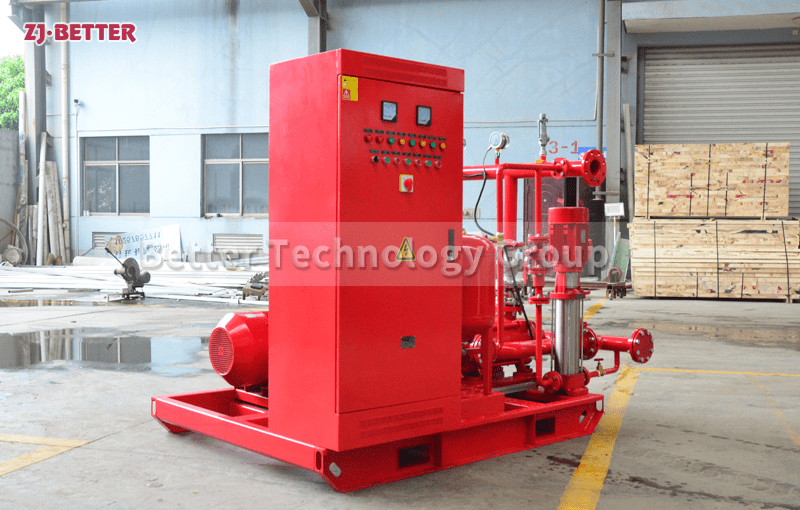
The application of automated control systems further enhances the intelligence level of industrial fire pump systems. Modern control cabinets integrate multiple functions such as automatic start-up, automatic monitoring, fault alarm, data logging, and remote communication. The system can monitor pressure, flow, current, voltage, and equipment operating status in real time, automatically issuing alarm signals and taking corresponding protective measures once an abnormality is detected. When the fire pipeline pressure drops to the set value, the control system can start the fire pump and establish working pressure in a very short time. Intelligent control not only improves the response speed of the fire protection system but also reduces the risks associated with human intervention. For large industrial projects, automated control systems can achieve 24/7 unattended operation, significantly improving management efficiency.
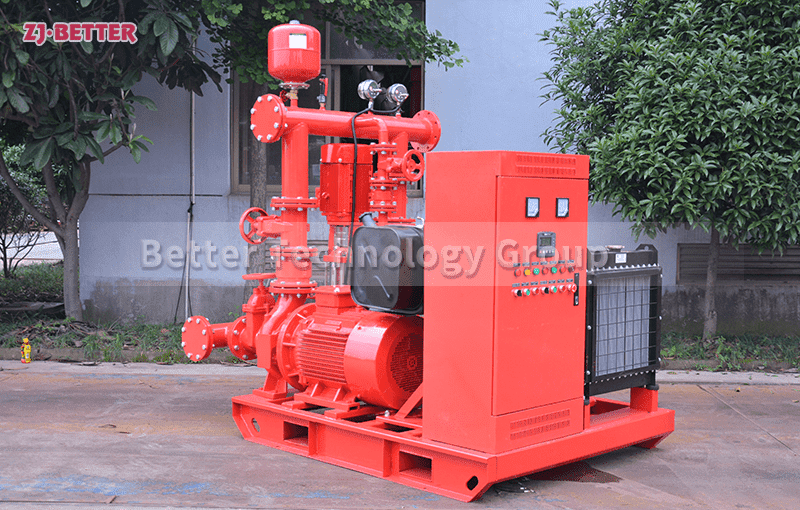
The equipment structural design directly affects the reliability and durability of the fire pump system. Industrial fire pumps typically adopt heavy-duty structural designs, with key components made of high-strength cast iron, stainless steel, or other corrosion-resistant materials, enabling them to withstand long-term high-pressure operating environments. The pump shaft undergoes precision machining and dynamic balancing to ensure smooth operation and reduce vibration. The mechanical seal system is made of wear-resistant materials, effectively preventing leaks. The integrated base features a reinforced steel structure design, offering excellent vibration resistance and load-bearing capacity. This robust and durable design not only improves equipment reliability but also reduces maintenance frequency and downtime.
Rapid installation and convenient maintenance are key advantages of industrial fire pump systems. Modern fire pump units typically employ an integrated design concept, centralizing the fire pump, motor, control cabinet, and piping accessories on a common base for factory pre-installation and commissioning. Upon arrival at the site, the equipment can be quickly installed and put into operation, significantly shortening the construction cycle. The rational structural layout also facilitates maintenance, allowing technicians to easily perform inspections, lubrication, and replacement of wear parts. Modular design also facilitates future upgrades and expansions, meeting the development needs of different projects.
High-performance industrial fire pump systems also excel in energy conservation and environmental protection. With increasing global demands for green buildings and energy conservation and emission reduction, the energy efficiency of fire protection equipment is receiving increasing attention. Advanced fire pumps employ efficient hydraulic models and energy-saving motor technology to effectively reduce energy consumption. Optimized operating system design minimizes ineffective power loss and improves overall energy efficiency. The equipment maintains low energy consumption levels throughout its long service life and during periodic testing, helping project operators reduce electricity costs. Simultaneously, the low-noise and low-vibration design helps improve the equipment’s operating environment, meeting the sustainable development requirements of modern industrial facilities.
Industrial fire pump systems offer broad application adaptability, meeting fire protection needs in various scenarios. In the petrochemical industry, fire pumps provide reliable fire water supply to tank areas, production units, and loading/unloading areas; in logistics and warehousing centers, high-flow-rate water supply meets the fire suppression needs of high-density cargo storage areas; in data centers and communication facilities, stable pressure output ensures the normal operation of sophisticated fire protection systems; in airport, port, and rail transit projects, high-reliability design can cope with complex environmental conditions and continuous operation requirements. Regardless of project size, industrial fire pump systems can be flexibly configured to meet actual needs, providing customers with efficient and reliable fire protection solutions.
From a project investment perspective, choosing a high-quality industrial fire pump system creates long-term value. While the initial investment in high-quality equipment is relatively high, its superior performance, low failure rate, high operating efficiency, and long service life significantly reduce subsequent maintenance and operating costs. Stable and reliable fire-fighting water supply also helps businesses meet fire safety regulations, reduce potential safety risks, and enhance the overall competitiveness of the project. For any enterprise or institution that values fire safety, a high-performance industrial fire pump system is not only an equipment investment but also a crucial investment in safety assurance.
As global industrialization and urbanization continue to advance, the importance of fire safety will continue to rise. Future industrial fire pump systems will further develop towards intelligence, high efficiency, energy saving, and reliability. By integrating advanced manufacturing technologies, digital monitoring technologies, and intelligent control technologies, the next generation of fire pump systems will provide safer, more efficient, and more reliable fire-fighting water supply for various industrial and commercial projects. For projects pursuing high standards of fire safety, industrial fire pump systems designed specifically for high flow rates and stable pressure are undoubtedly a crucial foundation for building a modern fire protection system and a vital force in protecting life and property.