Industrial Diesel Fire Pump: Powerful Performance for Heavy-Duty Operation
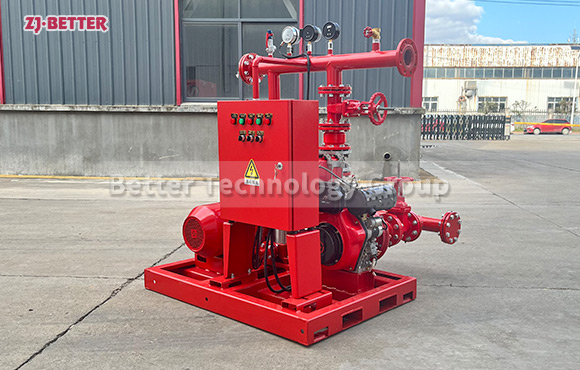
The industrial-grade diesel-powered fire pump features robust power and high-pressure water supply capabilities, making it suitable for heavy-duty operation and complex environments. Supporting automatic startup, stable operation, and efficient heat dissipation, it serves as a reliable solution for industrial and emergency fire protection systems.
As a core component within modern fire water supply systems, industrial-grade diesel-powered fire pumps demonstrate exceptional performance when operating under heavy loads and in complex environments. Utilizing a diesel engine as their primary power source, these units eliminate reliance on the electrical grid; consequently, they can rapidly start up and operate stably even during sudden power outages or periods of electrical instability, thereby providing continuous and reliable water support for fire suppression systems. Through optimized power matching and pump body structural design, these units are capable of generating high-pressure output within a very short timeframe, effectively meeting the rigorous demands for high flow rates and high lift required by large-scale industrial facilities, warehousing and logistics centers, petrochemical plants, and outdoor engineering projects. The complete unit typically features an integrated base structure that tightly integrates the diesel engine, fire pump, control system, and cooling components; this design offers the advantages of a compact footprint and ease of installation while simultaneously enhancing overall operational stability. In terms of performance, the fire pump employs an advanced centrifugal pump hydraulic model, allowing the fluid to acquire higher kinetic energy under the action of the impeller—which is then converted into stable pressure output. This design effectively minimizes hydraulic losses and boosts overall efficiency, ensuring the unit maintains a consistent water supply capacity even during prolonged periods of continuous operation. Furthermore, the diesel engine itself possesses robust power output characteristics, enabling it to consistently deliver stable power under heavy-load conditions and ensuring that the fire pump’s fire-fighting efficiency remains uncompromised by power shortages during critical moments. To adapt to complex and variable operating environments, the unit’s design places significant emphasis on thermal management; by incorporating high-efficiency radiators and a rationally designed airflow structure, the diesel engine maintains optimal temperature control during extended operation, thereby preventing performance degradation or equipment damage caused by overheating and ensuring the system’s long-term stability. Regarding structural reliability, the pump body and critical components are manufactured using high-strength metal alloys, offering excellent resistance to pressure and abrasion. Additionally, optimized bearing and sealing system designs effectively minimize mechanical wear and the risk of leakage, thereby further extending the equipment’s service life. Finally, regarding vibration and noise control, the unit employs dynamic balancing optimization and vibration-damping structural designs to ensure smoother operation. This not only enhances the user experience and minimizes environmental impact but also reduces the potential for structural damage to the equipment itself resulting from prolonged operation. In terms of automated control, this diesel-powered fire pump unit is typically equipped with an intelligent control system capable of functions such as automatic startup, operational monitoring, and fault alarming. Upon the outbreak of a fire, it can respond rapidly and immediately enter operational mode, thereby significantly enhancing emergency response efficiency while also facilitating routine maintenance and management. The equipment also supports multiple startup methods—such as a combination of electric and manual starting—ensuring that it can be successfully deployed under a wide variety of circumstances. Regarding maintenance, the diesel power system offers greater independence compared to traditional electric systems; furthermore, the maintenance technology is mature and spare parts are readily available, endowing the equipment with high maintainability and cost-effectiveness throughout its long-term operational lifespan. Additionally, this fire pump demonstrates excellent adaptability, capable of operating stably in environments characterized by high temperatures, extreme cold, high humidity, or heavy dust, making it suitable for a diverse range of complex operating conditions. In large-scale industrial settings, the equipment is capable of meeting demands for continuous, high-intensity operation, maintaining stable performance throughout prolonged water supply periods; this not only enhances the overall reliability of the fire protection system but also provides a robust safeguard for a company’s safe production operations. In terms of energy conservation and efficiency, the rational matching of the diesel engine’s power output with the pump body’s performance ensures that the equipment maintains optimal operational status across various working conditions, thereby preventing energy waste while simultaneously boosting overall economic efficiency. The equipment’s modular design also streamlines the transportation and installation processes, allowing for flexible configuration and expansion to meet the specific requirements of different projects, thereby satisfying a wide spectrum of application needs. In practical application, industrial-grade diesel-powered fire pumps are widely deployed in critical sectors such as petrochemicals, mining, power generation facilities, ports and terminals, and large-scale warehousing centers. Given that these locations impose extremely stringent requirements on the reliability and continuous water supply capabilities of fire protection equipment, this unit—with its robust performance and consistent stability—stands out as the ideal choice. In summary, the industrial-grade diesel-powered fire pump not only excels in terms of power output, water supply capacity, and structural reliability, but also possesses distinct advantages regarding emergency response, environmental adaptability, and long-term operational stability. It constitutes an indispensable and vital component of modern fire protection systems, with its characteristics of high efficiency, safety, and durability playing a crucial role across a wide array of demanding operational environments.