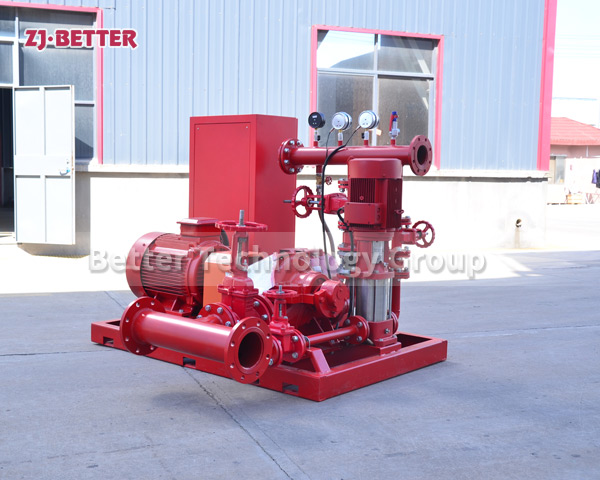
Electric Fire Pump Unit for Warehouse and Logistics Fire Safety
Electric fire pump units have the advantages of rapid start-up, stable water supply, intelligent control and high reliability operation. They are suitable for warehousing and logistics centers, large distribution bases and logistics parks, providing efficient and reliable water supply for fire safety and emergency fire fighting.
With the rapid development of the global warehousing and logistics industry, the construction scale of large-scale warehousing centers, automated logistics parks, e-commerce distribution bases, and regional distribution centers is constantly expanding. These locations are generally characterized by large areas, dense cargo, frequent personnel flow, and high requirements for operational continuity. Once a fire occurs, the fire spreads rapidly and is difficult to extinguish, potentially causing enormous property damage and severely impacting supply chain operations and the company’s ability to continue operating. Therefore, establishing a highly reliable, responsive, and stable fire-fighting water supply system has become a crucial component of the safety construction of warehousing and logistics centers. In modern fire-fighting water supply solutions, electric fire pump units, with their advantages of fast response, stable operation, high degree of automation, and convenient maintenance, have become a vital core fire-fighting equipment in large-scale warehousing and logistics scenarios. They can quickly establish water pressure in the early stages of a fire, providing a continuous and stable water supply to fire hydrant systems, automatic sprinkler systems, and other fire-fighting terminals, thereby effectively improving the overall fire safety level and reducing the risks posed by fire.
Warehousing and logistics centers typically feature large, open-plan structures, requiring fire protection systems to cover multiple areas, including shelving, loading/unloading, packaging, sorting, and office/supporting areas. This places higher demands on fire-fighting water supply equipment. Electric fire pump units, through high-efficiency power drive and optimized hydraulic structure design, can quickly establish stable water supply capacity, achieving high flow and high pressure output. When a fire alarm system is triggered, the equipment can start operating in a very short time, delivering fire-fighting water to designated areas to ensure sufficient water supply support for fire-fighting facilities. Compared to traditional manual start-up methods, electric fire pumps have higher response efficiency, helping to shorten fire-fighting preparation time and gaining valuable time for fire control.
Stable water supply capacity is a crucial indicator of the performance of electric fire pump units. Warehousing and logistics centers often have long pipeline distances and complex water supply paths. Insufficient fire-fighting water pressure will directly affect the sprinkler coverage and fire-fighting efficiency. Therefore, electric fire pumps typically employ high-efficiency impeller designs, low-loss flow channel structures, and high-strength pump body manufacturing processes to improve operational efficiency while ensuring flow output. The equipment can maintain a stable water supply based on system pressure changes, ensuring sufficient pressure for the entire fire protection system to function properly even when multiple fire terminals are activated simultaneously. This continuous and stable water supply characteristic is particularly important for large storage areas.
Automatic control capabilities further enhance the application value of electric fire pump units in modern logistics fire protection. The equipment is typically equipped with an intelligent control cabinet, enabling automatic start/stop, operational status monitoring, fault alarms, and pressure linkage functions. When the system detects a drop in pipeline pressure or a fire alarm signal, the equipment automatically enters working mode, completing the fire water supply task without manual operation. Simultaneously, the control system can display equipment operating parameters in real time, including pressure, current, voltage, operating time, and alarm records, providing clear data support for on-site management personnel and improving the overall management efficiency of the fire protection system.
High reliability is a crucial factor for warehousing and logistics centers when selecting electric fire pump units. Logistics facilities typically require long-term operation; while fire protection equipment is mostly in standby mode, it must be ready for immediate use. Therefore, the equipment is designed with continuous standby and emergency start requirements in mind. Overall reliability is improved through optimized motor structure, enhanced durability of key components, and improved protection mechanisms. Common protection functions include overload protection, phase loss protection, overheat protection, and abnormal pressure protection, effectively reducing the probability of equipment failure and improving operational safety.
Electric fire pump units also offer significant advantages in energy saving and operating costs. As warehousing and logistics centers expand, the long-term operation and maintenance costs of fire protection systems become a key management focus. High-efficiency motors and advanced control strategies reduce start-up impact and operating energy consumption, allowing the equipment to maintain fire protection performance while minimizing energy waste. Compared to some traditional power solutions, electric drive offers lower noise, fewer maintenance requirements, and more stable output performance, making it more suitable for the green operation and low-noise environment requirements of modern logistics parks.
Ease of installation and maintenance is also a crucial feature of electric fire pump units. Modern logistics projects generally emphasize construction timelines and post-construction operation and maintenance efficiency; therefore, fire protection equipment needs to be able to be deployed quickly and maintained easily. Electric fire pump units typically adopt a modular structure with clearly defined functional units, facilitating on-site installation and commissioning. Maintenance personnel can quickly check motor status, pump operation, and control system data, reducing maintenance time and improving equipment availability. Comprehensive data logging capabilities also help managers establish an equipment lifecycle management system, enabling predictive maintenance.
Facing the trend of intelligent upgrading in the warehousing and logistics industry, fire protection systems are also evolving towards digitalization. Modern electric fire pump units increasingly integrate remote monitoring interfaces, allowing connection to building fire protection platforms or park management systems for centralized management and real-time monitoring. Through remote diagnostic functions, maintenance personnel can detect abnormal trends in advance and take timely maintenance measures, thereby avoiding sudden failures that could impact fire safety. Simultaneously, the system can automatically generate operational reports, providing a basis for fire inspections and compliance management.
Environmental adaptability allows electric fire pump units to cover a wider range of application scenarios. Warehousing and logistics centers may face complex environments such as high temperatures, humidity, dust, and diurnal temperature variations; therefore, equipment must possess long-term stable operation capabilities. Electric fire pumps, through high-protection-level design, reliable sealing structures, and high-quality anti-corrosion treatment, can adapt to complex working conditions. When deployed in different areas, parameters can be optimized and structural adjustments can be made according to site requirements to achieve optimal operating results. In summary, electric fire pump units have become a crucial component of fire safety construction in modern warehousing and logistics centers. With their rapid start-up, stable water supply, intelligent control, high reliability, low maintenance costs, and excellent energy efficiency, they provide continuous and reliable fire protection for large-scale logistics facilities. Facing the trends of large-scale, automated, and intelligent development in the warehousing industry, high-performance electric fire pump systems not only improve fire extinguishing efficiency but also help companies establish a more comprehensive fire safety system, enhancing overall operational continuity and risk control capabilities. In the future, with the continuous upgrading of intelligent fire protection technology, electric fire pump units will play a core role in more large-scale logistics projects, providing a more solid foundation for the safe operation of modern supply chains.