Industrial Grade Diesel Fire Pump Unit for Warehouses and Large Facilities
Industrial-grade diesel fire pump units are designed specifically for fire protection systems in warehouses and large factories. They are powered by independent diesel engines, do not rely on mains power, and have advantages such as automatic start-up, high flow rate and high head, stable operation, and strong environmental adaptability. They are suitable for emergency fire water supply needs under power outages or complex working conditions.
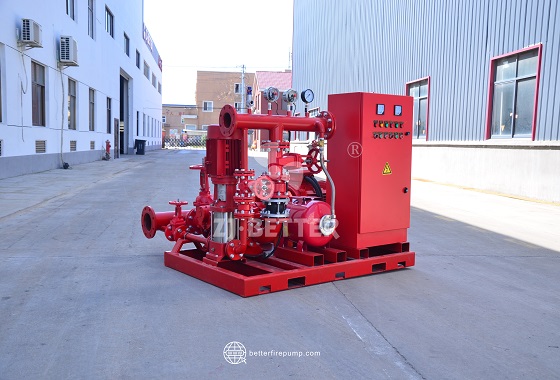
Industrial-grade diesel fire pump units, as core equipment in fire protection systems for warehouses and large factories, are designed to provide a stable, continuous, and efficient water supply for fire protection systems under any complex working conditions and extreme environments. These fire pump units utilize independent diesel power, operating independently of the mains power system. Even in the event of a large-scale power outage or power system failure during a fire, the equipment can quickly start and enter a stable operating state, buying valuable time for firefighting operations. This is one of its most significant advantages over ordinary electric fire pumps. Structurally, industrial-grade diesel fire pump units typically integrate multiple key components, including a high-performance diesel engine, a dedicated fire-fighting centrifugal pump, a flexible coupling, a steel common base, an intelligent control system, a fuel system, a cooling system, and an exhaust system. The overall layout is scientifically compact, ensuring both operational stability and ease of on-site installation and subsequent maintenance. The diesel engine is an industrial-grade power configuration suitable for long-term continuous operation, featuring rapid start-up, ample torque, and strong fuel adaptability. It maintains stable output power in high-temperature, low-temperature, high-humidity, or dusty storage and factory environments, providing continuous and robust power support for the fire pump. The matched fire pump employs a fluid-optimized impeller and pump body structure, boasting excellent hydraulic performance and high efficiency. It maintains stable flow and head output over a wide range of operating conditions, meeting the stringent requirements of large-scale warehouses and large factories for high flow rates, high heads, and stable pressure in fire protection design. The unit also reflects industrial-grade standards in material selection. The pump body is typically made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and impact resistance. Key flow components undergo precision machining and anti-corrosion treatment, effectively resisting corrosion and wear caused by changes in water quality during long-term operation, extending the overall service life of the unit. Diesel fire pump units also boast significant advantages in control performance. The dedicated fire control cabinet enables automatic start-up, automatic switching, operation monitoring, and fault alarm functions. When pipeline pressure drops or a fire signal is received, the system can automatically start the diesel engine and drive the water pump in a very short time, without manual intervention, greatly improving the response speed and reliability of the fire protection system. Simultaneously, the control system can monitor key parameters such as diesel engine speed, oil pressure, water temperature, and battery voltage in real time. In case of abnormalities, it promptly issues alarm signals, facilitating rapid problem location and mitigation by maintenance personnel, ensuring the unit is always in good standby condition. Addressing the high-load, long-term operation requirements common in warehouse and large factory fire protection applications, this diesel fire pump unit places particular emphasis on heat dissipation and cooling system design. It employs a high-efficiency water-cooling or air-cooling combination scheme, coupled with a large-capacity radiator and a reasonable airflow channel design. Even under continuous full-load operation, it effectively controls the temperature rise of the engine and pump body, preventing performance degradation or equipment failure due to overheating. The fuel system employs a stable and reliable fuel supply structure, resulting in low fuel consumption and good operating economy. It also features ample fuel tank capacity to ensure sufficient continuous operating time during fire emergencies. For large factories, logistics and warehousing centers, production workshops, chemical warehouses, and other high-risk industrial sites, the stability of the fire protection system directly impacts personnel safety and asset protection. Industrial-grade diesel fire pump units are designed to meet the high reliability, high safety, and strong adaptability requirements of these locations. Their base utilizes an integral welded steel structure, offering high strength and excellent vibration resistance. This effectively absorbs vibrations generated during operation, reducing noise and mechanical stress, minimizing impact on surrounding equipment and building structures, and facilitating equipment transportation and on-site hoisting. In practical applications, these units can be flexibly configured as a single-pump system or combined with electric fire pumps to form a main/standby system. Through rational system design, the safety redundancy level of the entire fire water supply system is further enhanced, ensuring a stable water supply in any emergency. Due to their mature structure, reliable performance, and wide applicability, industrial-grade diesel fire pump units are widely used not only in new warehouse and factory projects but also are ideal for upgrading and retrofitting existing fire protection systems. By introducing diesel backup power, they effectively mitigate safety hazards in the event of a power outage. From a long-term perspective, the maintenance costs of these fire pump units are relatively controllable. Routine maintenance mainly focuses on routine diesel engine checks, lubrication system maintenance, and control system testing. Operation is simple, and maintenance cycles are clear, which is conducive to establishing standardized fire equipment management systems for enterprises. In summary, industrial-grade diesel fire pump units, with their independent power drive, high-flow and high-head output, stable and reliable operation, comprehensive automatic control functions, and good environmental adaptability, have become indispensable equipment in warehouse and large factory fire protection systems, providing a solid and lasting guarantee for industrial fire safety.