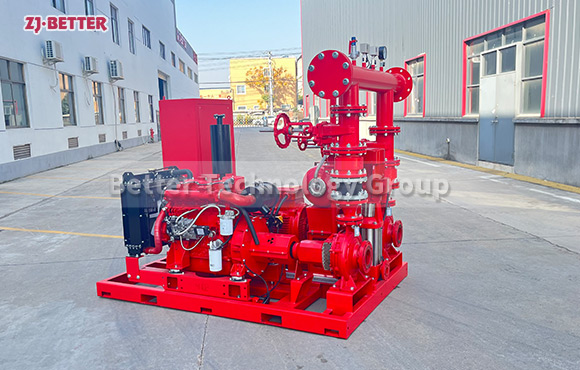
Diesel Engine Driven Fire Pump Unit for Industrial Fire Protection Water Supply
Diesel engine-driven fire pump units are designed specifically for industrial fire water supply systems. They feature high reliability, large flow rate, high head, and automatic start-up. They are widely used in fire protection systems of factories, petrochemical plants, power facilities, and large buildings, providing a stable and reliable fire water source for emergency fire suppression.
In modern industrial production systems, fire safety is always a crucial component of enterprise safety management. With the continuous expansion of industrial scale and the rapid development of high-rise buildings, warehousing centers, petrochemical plants, power facilities, and large manufacturing plants, traditional fire water supply methods are no longer sufficient to meet the reliability and stability requirements of complex industrial environments. In industrial fire protection systems, in the event of a fire, fire water supply equipment must be able to start up in the shortest possible time and continuously and stably provide sufficient pressure and flow of fire-fighting water to ensure the normal operation of automatic sprinkler systems, fire hydrant systems, and various fire extinguishing equipment. Diesel engine-driven fire pump units, as a highly reliable fire water supply device, have become an indispensable part of modern industrial fire protection systems due to their independent power system, stable operation, and strong environmental adaptability. Diesel engine-driven fire pump units typically consist of a high-performance centrifugal fire pump, diesel power system, control system, fuel system, cooling system, and steel structure base, forming a complete fire water supply unit through integrated design. This equipment can operate independently in the event of a power outage or main power failure, ensuring that the fire protection system continues to function normally in emergencies and providing reliable safety for the industrial production environment. In many industrial projects, fire pump systems typically require continuous operation over extended periods. Diesel engine-driven fire pump units, with their stable power output and reliable mechanical structure, can operate continuously under high load conditions, providing a stable water supply for large-scale fire protection systems. In industrial fire water supply systems, diesel engine fire pumps are often used as backup or main fire pumps. When electric fire pumps fail to start or the electrical system malfunctions, diesel engine fire pumps can quickly and automatically start and take over the water supply, ensuring the entire fire protection system remains effective. The structural design of diesel engine-driven fire pump units fully considers the complexity of the industrial environment and the stability of equipment operation. Their core fire pumps typically employ a high-efficiency centrifugal pump structure, utilizing advanced hydraulic model design and high-precision impeller machining processes to achieve high flow rates, high heads, and stable operation. These fire pumps can maintain stable pressure output over a wide flow range, ensuring reliable water supply pressure to the fire protection network under various operating conditions. Simultaneously, high-quality bearing systems and mechanical seal structures effectively reduce friction loss and leakage risks, thereby improving overall operating efficiency and extending equipment lifespan. In terms of power systems, diesel engines possess powerful output capabilities and excellent environmental adaptability, maintaining stable operation in harsh industrial environments such as high temperature, high humidity, and dust. This is particularly important for special industrial sites such as chemical plants, oil refineries, steel mills, and power facilities. Diesel engine power systems also offer good fuel economy, maintaining low fuel consumption during long-term operation, thereby reducing equipment operating costs. To ensure rapid deployment in emergencies, diesel engine-driven fire pump units are typically equipped with automatic control systems. These systems can automatically start the equipment via pressure signals or remote control commands. When the fire pipeline pressure drops to a set value, the control system immediately starts the diesel engine and drives the fire pump to begin water supply, ensuring the fire protection system functions immediately in the event of a fire. The automatic control system also features multiple protection functions, such as overspeed protection, low oil pressure protection, high temperature protection, and battery voltage monitoring. These functions effectively prevent equipment from operating under abnormal conditions, thereby improving the overall safety and reliability of the system. To ensure smooth diesel engine startup, the equipment is typically equipped with an independent battery system and charging device, ensuring the engine remains in a good starting condition at all times. Meanwhile, the large-capacity fuel tank provides the fuel reserves needed for long-term continuous operation. In some industrial projects, diesel-powered fire pumps even need to operate continuously for several hours or even longer to ensure a stable water supply during fire fighting. Diesel-driven fire pump units typically employ a heavy-duty steel base frame in their base structure design. Through a high-strength structural design, the engine, water pump, and auxiliary equipment are securely mounted on a unified platform, forming a stable and reliable overall structure. This base mounting method not only facilitates equipment transportation and installation but also effectively reduces vibration and noise during operation, improving equipment operational stability. In large industrial fire pump rooms, diesel-powered fire pump units are usually combined with electric fire pumps and pressure-stabilizing pumps to form a complete fire water supply system. The electric fire pump serves as the main water supply equipment, while the diesel-powered fire pump acts as a backup system, providing reliable protection in emergencies. This multi-stage water supply structure significantly improves the safety and redundancy of the fire protection system, thus meeting the stringent reliability requirements of modern industrial fire protection engineering. Diesel engine-driven fire pump units are not only suitable for traditional industrial plant fire protection systems, but also widely used in petrochemical plants, natural gas processing facilities, oil storage tank areas, large-scale warehousing and logistics centers, and large-scale infrastructure projects such as airports and ports. In these locations, due to the high fire risk and complex fire protection requirements, reliable fire water supply systems are essential, and diesel engine-driven fire pump units are crucial equipment for ensuring fire safety in these high-risk areas. Through reasonable system design and equipment selection, diesel engine-driven fire pump units can work in conjunction with various fire protection equipment such as automatic sprinkler systems, fire monitor systems, outdoor fire hydrant systems, and foam extinguishing systems to form a complete and efficient fire suppression system. Regarding equipment maintenance, diesel engine-driven fire pump units typically adopt a modular design concept, allowing for easy maintenance and replacement of key components. Routine maintenance mainly includes checking the engine lubrication system, maintaining the fuel system, cleaning the cooling system, and monitoring the fire pump’s operating status. Regular maintenance ensures the equipment is always in good working condition. Furthermore, high-quality materials and advanced manufacturing processes give the equipment a long service life, providing users with long-term and stable fire safety assurance. With the continuous development of modern fire protection engineering technology, diesel engine-driven fire pump units are also undergoing continuous technological upgrades. For example, efficiency is improved through optimized pump hydraulic structure, remote monitoring and automatic operation management are achieved through intelligent control systems, and structural optimization reduces equipment footprint and improves installation flexibility. These technological innovations not only enhance the overall performance of the equipment but also enable diesel engine-driven fire pump units to better meet the development needs of future industrial fire protection systems. Overall, diesel engine-driven fire pump units play a crucial role in modern industrial fire water supply systems due to their independent power system, high reliability, large flow and high head water supply performance, and good environmental adaptability. Whether in urban industrial areas with stable power supply or in remote industrial facilities with complex power conditions, this type of equipment can provide stable and reliable water source support for fire protection systems, thereby effectively ensuring the safe operation of industrial production environments. With the continuous advancement of global industrialization and the continuous improvement of fire safety standards, diesel engine-driven fire pump units will play an even more important role in future fire protection engineering construction, providing more reliable, efficient, and safe fire water supply solutions for various industrial facilities.