Modular End Suction Fire Pump Solution for Flexible Configuration
Modular end-suction fire pump solutions offer advantages such as flexible configuration, efficient water supply, and intelligent control, supporting system expansion and stable operation, and are suitable for industrial and building fire protection systems.
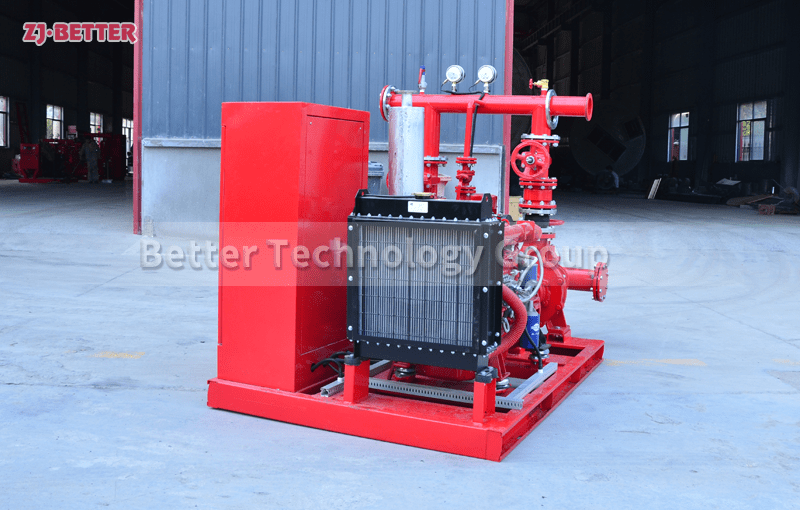
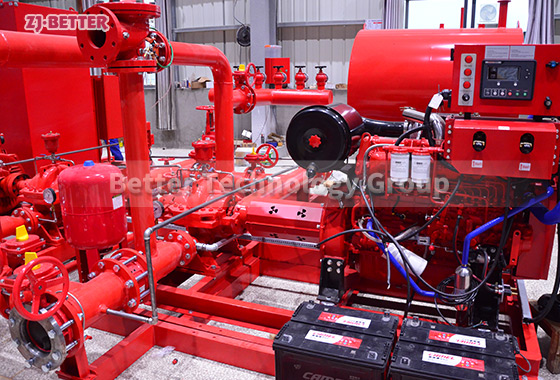
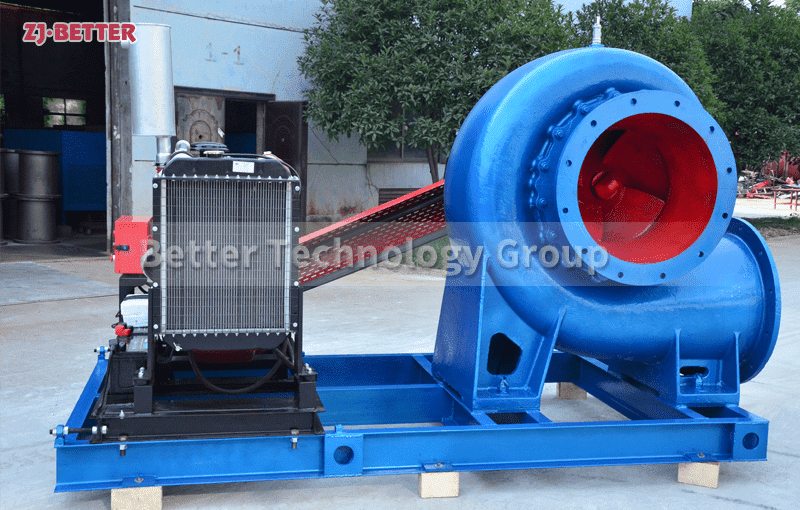
The modular end-suction fire pump solution supports flexible configuration and expanded applications. It is an advanced water supply equipment combination designed to meet the high adaptability, high reliability, and high efficiency requirements of modern fire protection systems. This solution modularly integrates end-suction centrifugal pumps, diesel or electric drive systems, intelligent control units, and auxiliary piping, enabling the entire system to meet diverse operating conditions while possessing extremely high flexibility and scalability. It is widely used in various scenarios such as industrial parks, high-rise buildings, commercial complexes, municipal engineering projects, and warehousing and logistics centers. In these complex environments, fire protection systems not only require a stable water supply… In addition to its capabilities, the system must be able to quickly adjust and upgrade according to project scale and development needs. The modular end-suction fire pump solution meets this requirement through its unique design concept. From a structural design perspective, the system adopts an end-suction pump body structure, characterized by an inlet located at the end of the pump body and an outlet located at the top or side, making the water flow path simpler and smoother, thereby reducing hydraulic losses and improving operating efficiency. At the same time, this structure is compact, occupies a small area, and is easy to arrange in space-constrained machine rooms or equipment rooms, making it particularly suitable for renovation projects or engineering environments with limited space. In terms of modular design, the system integrates the pump… The pump body, drive unit, control cabinet, and piping components are divided into multiple independent modules. Each module can be selected and combined according to actual needs, allowing users to flexibly configure the number and parameters of equipment based on project scale. For example, a basic pump set can be configured in the initial stage to meet basic needs, while the system capacity can be quickly expanded by adding modules as water demand increases in the later stages, without the need for large-scale modification of the original system, thus significantly reducing upgrade costs and construction difficulty. In terms of performance, the end-suction centrifugal pump optimizes impeller design and flow channel structure to maintain a stable water flow within the pump, thereby achieving high-efficiency output. It maintains stable pressure while ensuring flow rate, meeting the water supply performance requirements of different fire protection systems. At the same time, the efficient hydraulic design can also reduce energy consumption, giving the equipment good economic performance in long-term operation. In terms of the power system, this solution can choose between electric drive or diesel drive depending on the application scenario. Electric drive is suitable for environments with stable power supply, with advantages such as stable operation, low maintenance costs, and environmental friendliness. Diesel drive is suitable for scenarios with unstable power supply or requiring backup power, with independent operation capability. In emergencies, it can quickly start and continuously provide power support, thereby ensuring the reliable operation of the fire protection system. In the control system… In terms of system performance, this solution is equipped with an intelligent control unit that monitors pipeline pressure, flow rate, and equipment operating status in real time through sensors. It enables automatic start/stop and multi-pump linkage control. When system pressure drops, the corresponding pump group automatically starts, and it automatically stops when pressure recovers, achieving unattended operation and improving system response speed. The control system also features fault diagnosis and alarm functions, promptly alerting and taking protective measures to prevent equipment damage when abnormalities occur. Regarding installation and transportation, the modular design allows for separate transportation and rapid on-site assembly of components, significantly reducing transportation difficulty and installation time. Standardized interface design simplifies connections between modules and reduces construction complexity. For maintenance, the modular structure enhances the independence of key components, allowing maintenance personnel to inspect or replace individual modules without overall system shutdown, reducing downtime and improving equipment availability. In terms of reliability, the system uses high-quality materials and precision manufacturing processes. Key components possess excellent wear and corrosion resistance, enabling long-term stable operation in high-temperature, high-humidity, and complex industrial environments. Furthermore, reducing system connection points and optimizing structural layout lowers the risk of leakage and malfunction, thereby improving overall operational reliability. In terms of safety performance, this solution is equipped with multiple protection mechanisms, including overload protection, phase loss protection, and abnormal pressure protection. It can automatically take measures in abnormal situations to ensure the safe operation of equipment and systems. Regarding applicability, this modular end-suction fire pump solution is suitable for various fire protection application scenarios. Whether it’s a new construction project or a renovation project, it can be flexibly configured according to specific needs. In large industrial facilities, it can serve as the main water supply system; in commercial buildings, it can be used for sprinkler and fire hydrant systems; and in municipal engineering, it can serve as an important water supply node device. Its wide adaptability makes it an important component of modern fire protection systems. In terms of energy saving, through the combination of efficient hydraulic design and intelligent control, the system can dynamically adjust its operating status according to actual needs, avoiding unnecessary energy consumption and significantly reducing operating costs in the long term. In terms of overall performance, this solution, through the integration of modular design concepts and advanced technologies, achieves multiple advantages such as efficient water supply, flexible expansion, and intelligent control. It not only meets the current needs of fire protection systems but also has good future adaptability, representing an important trend in the development of modern fire protection equipment. It can provide stable, reliable, and energy-efficient fire water supply for various engineering projects.