Durable Diesel Fire Pump Unit for Harsh Conditions
Durable diesel fire pump unit designed for reliable operation in harsh environments, featuring independent power supply, fast emergency response and stable performance. Ideal for industrial facilities, remote locations and backup fire protection systems.
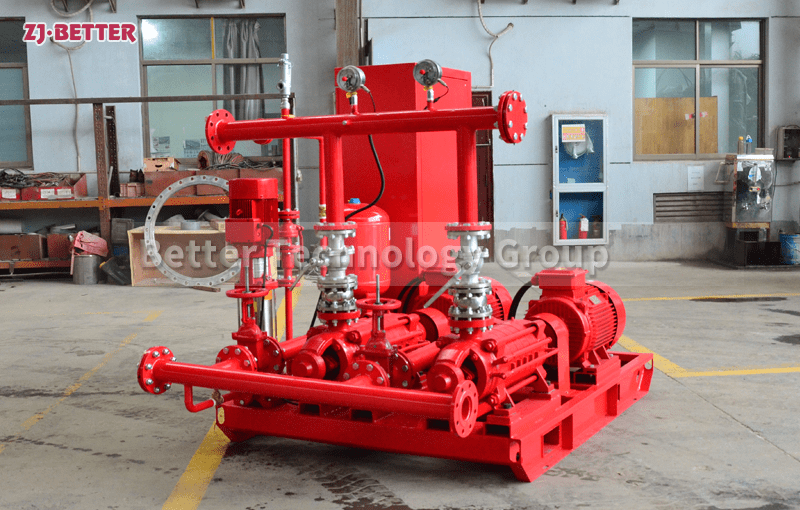
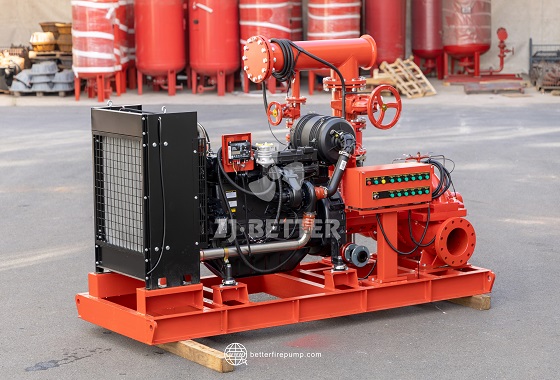
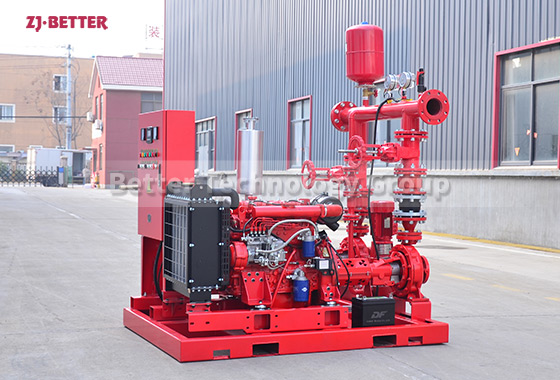
The robust and durable diesel fire pump unit is engineered to adapt to a wide range of complex operating environments. It is a highly reliable piece of equipment specifically designed to ensure a continuous supply of firewater in situations where a stable power source is unavailable or during emergencies. By utilizing a diesel engine as its primary power source to drive a centrifugal fire pump, the system is capable of rapid startup and stable output—even in the event of a power outage or grid instability—thereby providing a dependable water supply guarantee for fire suppression systems during critical moments. In modern fire protection engineering—particularly within industrial complexes, petrochemical facilities, warehousing and logistics hubs, and projects in remote regions—the uncertainty of power supply often emerges as a critical factor affecting the reliability of fire safety systems. The diesel fire pump unit effectively resolves this issue through its independent power system, ensuring that the firewater supply no longer relies on external electrical conditions, thereby significantly enhancing the overall safety and reliability of the entire system. Structurally, these units typically consist of a diesel engine, a centrifugal pump body, a cooling system, a fuel system, a control system, and a base frame. Each component is scientifically arranged and thoughtfully designed to ensure a compact overall structure and harmonious operation. As the core power unit, the diesel engine boasts powerful output capabilities and excellent fuel adaptability, enabling it to operate stably across diverse environmental conditions. Furthermore, the engine is equipped with comprehensive cooling and lubrication systems, ensuring it remains in optimal condition even during prolonged periods of high-load operation, thereby guaranteeing an uninterrupted water supply during emergencies such as fires. Regarding the pump body section… These units typically employ a high-efficiency centrifugal pump structure featuring an impeller and flow channels that have undergone optimized design; this ensures smoother water flow within the pump, thereby minimizing energy loss and enhancing operational efficiency. Furthermore, the pump body is typically constructed from high-strength cast iron or stainless steel, materials renowned for their exceptional corrosion resistance and mechanical strength, enabling the unit to adapt to varying water quality conditions and complex operating environments. In terms of performance, these robust and durable diesel-driven fire pump units deliver high flow rates and substantial head output, effectively meeting the water supply demands of fire suppression systems across various scales—whether providing high-pressure water to high-rise buildings or facilitating high-volume water transfer in large-scale industrial facilities, these units demonstrate outstanding adaptability. Moreover, their rapid-start capability constitutes a significant advantage; upon the system detecting a drop in pressure or receiving a fire alarm signal, the diesel engine can start up and drive the pump within a very short timeframe, ensuring a rapid water supply response and effectively reducing the overall fire suppression reaction time. Regarding the control system, these units are typically equipped with an intelligent control cabinet offering a comprehensive suite of functions, including automatic startup, manual control, and remote monitoring capabilities. Utilizing pressure sensors and signal acquisition systems, the unit continuously monitors the status of the pipeline network in real-time; should the pressure drop below a preset threshold, the unit automatically initiates operation, and once pressure is restored, it can automatically shut down or enter standby mode in accordance with pre-configured logic. Additionally, the control system incorporates various protective features—such as over-speed protection, low oil pressure protection, high water temperature protection, and electrical fault alarms—enabling it to promptly implement protective measures upon detecting any anomalies, thereby preventing equipment damage and ensuring operational safety. In terms of energy efficiency and economic viability, the diesel… Fire pump units effectively control fuel consumption by optimizing both engine combustion efficiency and the hydraulic performance of the pump body; this approach ensures high-performance output while simultaneously reducing operating costs. Furthermore, these units are typically designed to activate only when necessary; consequently, they generate no additional energy consumption during routine standby periods, thereby achieving superior economic efficiency. In terms of adaptability, these units are capable of operating stably across a wide range of complex working conditions—including high-temperature, low-temperature, humid, and dust-laden industrial environments. Moreover, their independent fuel systems enable them to function normally even in remote regions or areas lacking electrical infrastructure, making them particularly well-suited for applications in mines, oil fields, ports, and field engineering projects. Regarding installation and maintenance, diesel fire pump units typically feature a modular design; they undergo complete assembly and commissioning at the factory, requiring only simple connections at the installation site to become operational—a process that significantly shortens construction cycles. Additionally, the units feature a rational structural layout with clearly arranged key components, facilitating routine inspections and maintenance while reducing both the difficulty and cost of upkeep. During maintenance procedures, both the engine and pump body utilize standardized designs with highly interchangeable parts, simplifying replacement and repair tasks; this minimizes downtime and enhances overall equipment utilization. From a safety perspective, diesel fire pump units incorporate multiple layers of protective design and are configured with highly reliable components, ensuring stable operation under all working conditions. Furthermore, their independent power supply capability guarantees the continued, normal operation of fire suppression systems even in the event of sudden power outages, thereby providing critical support for the safety of personnel and the protection of property. In practical applica… In practical application, this type of unit typically serves as either a primary or backup fire pump, complementing electric fire pump systems. When the main power supply is operational, electric pumps handle routine water supply duties; however, should a power outage occur or an electric pump fail, the diesel-powered unit automatically takes over the water supply task. This establishes a dual-redundancy mechanism that enhances both the reliability and safety levels of the entire fire protection system. Furthermore, this equipment boasts excellent scalability and can be customized to meet the specific requirements of diverse projects. Parameters—including flow rate, head, engine power, and control modes—can be flexibly adjusted to satisfy the operational needs of fire protection projects of varying scales and types. From a long-term perspective, stable and robust diesel fire pump units—distinguished by their high reliability, strong adaptability, and exceptional durability—effectively minimize system failure rates and extend equipment service life, thereby delivering a higher return on investment for users. In modern fire protection engineering, as safety standards continue to rise and operational environments become increasingly complex, the demands placed on the reliability of water supply equipment are constantly escalating. It is precisely due to advantages such as independent power sources, rapid response capabilities, and stable operation that diesel fire pump units have emerged as a critical component in ensuring the safe and secure operation of fire protection systems. The sustained water supply capability they provide during critical moments constitutes a pivotal factor in ensuring the successful execution of firefighting operations. Looking ahead, driven by continuous advancements in control and engine technologies, these units will undergo further optimization in terms of intelligence, energy efficiency, and remote operation and maintenance capabilities, thereby providing even more efficient, safe, and reliable solutions for a wide spectrum of fire protection projects.