Reliable Multistage Fire Pump for Emergency Fire Protection
Reliable multistage fire pump designed for high head and rapid emergency water supply, featuring stable performance, energy efficient operation and intelligent control. Ideal for high rise buildings, commercial facilities and industrial fire protection systems requiring consistent pressure and fast response.
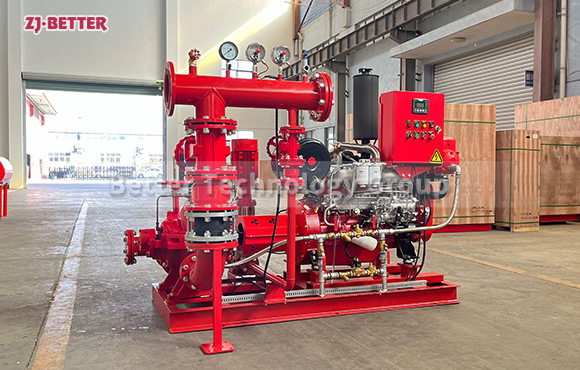
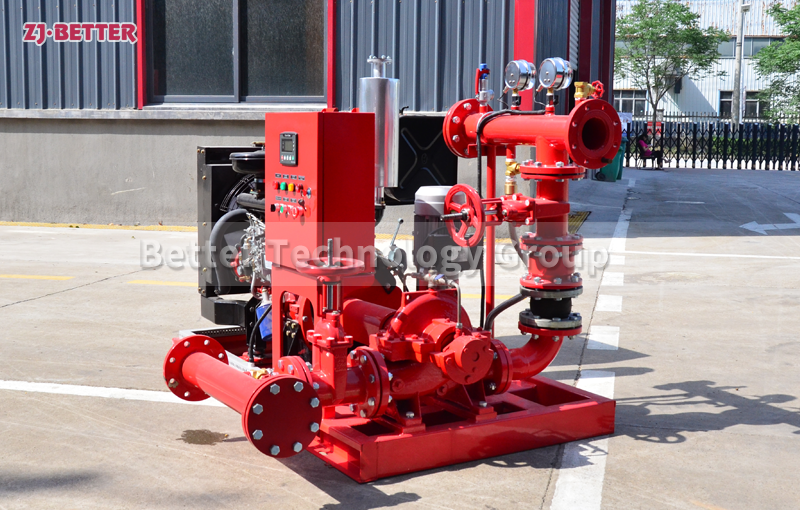
High-reliability multistage fire pumps ensure rapid emergency water supply response. Developed to meet the high-lift, high-flow, and continuous stable water supply demands of modern fire protection systems, these pumps employ a vertical multistage centrifugal structure. Through multi-stage impeller pressurization, they significantly increase output pressure, enabling stable and efficient operation even in demanding conditions such as high-rise buildings, complex pipe networks, and long-distance transport. In fire protection systems, the response speed and reliability of water supply equipment directly affect fire extinguishing effectiveness and personnel safety. Multistage fire pumps, with their unique structure and advanced design, enable rapid start-up and continuous water supply during a fire, thus providing crucial protection for fire protection equipment. Providing a robust water supply guarantee, these pumps typically feature a vertical layout, maximizing floor space and saving installation space. This makes them particularly suitable for projects with limited machine room space or requiring a compact layout. The vertical structure also allows for coaxial connection between the pump shaft and motor, reducing transmission losses and improving operational stability. In terms of hydraulic performance, the multi-stage impeller is precisely designed and optimized, ensuring a smooth fluid transition between stages and effectively reducing energy loss. This allows for high head output while maintaining high efficiency. This design not only meets the stringent water pressure requirements of high-rise buildings but also maintains stable output during fluctuations in pipeline pressure, avoiding… To prevent insufficient pressure from affecting the normal operation of fire-fighting equipment, high-strength cast iron or stainless steel is typically used for the pump body and key pressure-bearing components to ensure durability during long-term operation and in complex environments. These materials offer excellent pressure resistance and corrosion resistance, adapting to different water quality conditions and environmental factors. Simultaneously, the impeller and guide components undergo precision machining and dynamic balancing to maintain low vibration and low noise during high-speed operation, improving overall operational quality. Regarding the sealing system, multi-stage fire pumps are typically equipped with high-performance mechanical seals, which offer excellent sealing and wear resistance, effectively preventing media leakage and reducing… With minimal maintenance requirements and a rationally designed sealing component that facilitates disassembly and replacement, maintenance costs are further reduced. Regarding motor configuration, these devices are typically equipped with high-efficiency, energy-saving motors that possess strong starting performance and overload capacity. In emergencies, they can quickly reach rated speed and operate stably, providing timely water supply support to the fire protection system. Furthermore, the motors have a high protection rating, capable of withstanding humid, high-temperature, and dusty environments, ensuring safety and reliability even under complex operating conditions. In terms of the control system, multi-stage fire pumps can be linked with intelligent control cabinets to achieve automatic start/stop, pressure monitoring, fault alarms, and remote control functions, utilizing high-precision sensors for real-time monitoring. The system collects pipeline pressure data and can quickly activate pumps to replenish pressure when a pressure drop is detected. It automatically stops pumping once the pressure recovers, thus achieving intelligent operation management. Furthermore, the system can be equipped with various safety protection measures, including overload protection, overpressure protection, water shortage protection, and electrical fault protection. In case of any abnormality, it can respond promptly and take protective measures to prevent equipment damage and ensure safe system operation. Regarding energy saving, optimized hydraulic design and reasonable motor power configuration ensure high-efficiency operation under rated conditions. Combined with variable frequency control technology, the speed can be dynamically adjusted according to actual water demand, achieving on-demand water supply. This effectively reduces energy consumption and extends equipment lifespan. In practical applications, high-reliability multistage fire pumps are widely used in high-rise buildings, commercial complexes, hospitals, schools, and industrial facilities. In these scenarios, fire protection systems need to provide a large amount of high-pressure water in a short time, and multistage fire pumps can meet this requirement with their high head output capacity. Meanwhile, their stable operating performance ensures that there will be no performance degradation during long-term continuous water supply. In the industrial field, this type of equipment can also cope with complex working conditions and high-intensity operating requirements, providing reliable fire water supply for large factories and warehousing facilities. Regarding installation, due to the vertical design… With its standardized structure and design, the equipment is easy and quick to install, effectively shortening the construction cycle and reducing installation costs. In terms of maintenance, the rational structure and clear layout of components facilitate daily inspection and maintenance, while the convenient replacement of key components reduces downtime and improves operational efficiency. Furthermore, this type of multi-stage fire pump has excellent scalability and can be customized to meet the needs of different projects. Parameters such as flow rate, head, and control methods can be flexibly adjusted to meet the application requirements of different scales and types of fire protection systems. From a long-term use perspective, the high-reliability multi-stage fire pump, with its superior performance and stability, can effectively reduce… Low system failure rates and extended equipment lifespan result in higher return on investment for users. In modern fire protection engineering, with the increasing height and complexity of buildings, the requirements for water supply equipment are also rising. Multistage fire pumps, with their advantages of high head, high efficiency, and high reliability, have become an important component of fire water supply systems, playing an irreplaceable role in ensuring personnel safety and property protection. In the future, with the continuous development of intelligent and energy-saving technologies, this type of equipment will be further upgraded towards intelligent control, remote operation and maintenance, and high energy efficiency, providing more advanced and reliable water supply solutions for various fire protection projects.