Engineering End Suction Fire Pump Units Optimize Fire Water Network Performance
Engineering End Suction Fire Pump Units optimize fire water network performance with high-efficiency water delivery, stable pressure output, rapid diesel-powered startup, intelligent control systems, compact design, and reliable continuous operation. Ideal for industrial plants, warehouses, commercial buildings, infrastructure projects, power facilities, airports, ports, and modern fire protection engineering applications requiring dependable emergency water supply solutions.
In the field of modern fire protection engineering, fire water supply systems are a core component of the entire fire safety system, and their performance directly affects fire extinguishing efficiency and emergency response capabilities during a fire. With the continuous development of large industrial parks, high-rise buildings, commercial complexes, logistics and warehousing centers, airports, ports, hospitals, schools, and municipal infrastructure projects, fire protection systems place higher demands on water supply equipment. Especially in complex fire pipe network environments, equipment not only needs to have a stable and reliable water supply capacity but must also be able to start quickly and operate continuously in emergencies, providing sufficient water support for fire protection facilities. Engineering-specific end-suction fire pump units, with their advantages of compact structure, stable operation, convenient maintenance, flexible installation, and efficient water supply, have become one of the most widely used fire water supply equipment in modern fire protection engineering. By optimizing the performance of the fire water supply network, this product can effectively improve the overall operating efficiency of the fire protection system, building a more reliable fire safety guarantee system for various engineering projects.
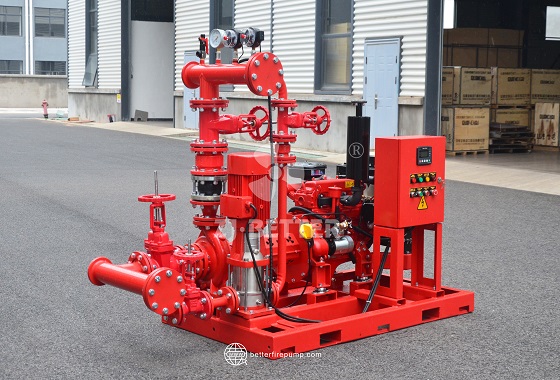
End-suction fire pump units are fire water supply equipment designed with a single-stage end-suction centrifugal pump structure. Their main feature is that the suction inlet is located at one end of the pump body, and the outlet is located at the top or side, resulting in a compact and reasonable overall structure. The equipment typically consists of a diesel engine or electric motor drive system, an end-suction centrifugal fire pump, an intelligent control cabinet, a coupling assembly, a cooling system, and a common base. Through scientific power matching and advanced hydraulic design, the end-suction fire pump unit achieves efficient and stable water supply performance, meeting the comprehensive requirements of modern fire protection engineering for flow rate, pressure, and reliability.
One of the biggest advantages of engineering-specific end-suction fire pump units is their superior fire water supply capacity. Fire protection systems require the rapid establishment of a stable water supply network during a fire to provide continuous water support for automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire monitor systems, and other fire extinguishing equipment. End-suction fire pumps employ a high-efficiency impeller design and optimized flow channel structure, enabling them to establish rated flow and maintain stable operation in a short time. Whether in large industrial projects or commercial building fire protection systems, this ensures sufficient water supply for fire protection equipment, thereby improving overall fire extinguishing efficiency.
Stable pressure output capability is particularly important for fire water supply networks. Modern fire protection systems often cover large areas, have complex pipe networks, and involve long water delivery distances. Insufficient water supply pressure directly impacts the effectiveness of firefighting equipment. Engineering-specific end-suction fire pump units achieve efficient and stable pressure output through optimized impeller design and pump body flow channel structure. Even under conditions of simultaneous water use at multiple terminals or long-distance delivery, the equipment maintains good water supply performance, providing balanced and reliable pressure support for the fire protection system and ensuring that firefighting facilities are always in optimal working condition.
The diesel-powered drive system further enhances the equipment’s emergency response capabilities. During a fire, the power supply system may stop working due to line damage or safety protection measures, at which point traditional electric fire pumps may fail to operate normally. Engineering-specific end-suction fire pump units use industrial-grade diesel engines as their power source, allowing independent operation without relying on an external power grid. The engine features rapid start-up, strong power, good fuel economy, and long continuous operating time, enabling it to quickly deploy in emergencies and provide reliable power support for the fire water supply system.
Rapid start-up performance is one of the important evaluation indicators for fire protection equipment. The initial stage of a fire is crucial for controlling its spread; therefore, the fire-fighting water supply system must be able to establish water supply capacity in the shortest possible time. The engineering-specific end-suction fire pump unit is equipped with an automatic control module and intelligent start-up system. Upon triggering a fire signal, it can quickly complete the startup procedure and achieve automatic water supply. The entire process requires no complex manual intervention, significantly shortening response time, improving the fire-fighting efficiency of the system, and saving valuable time for rescue operations.
The compact structural design provides greater flexibility in engineering applications. In modern project construction, equipment installation space is often limited; therefore, fire-fighting equipment needs to balance performance and space utilization. The end-suction fire pump unit adopts an integrated skid-mounted design, centrally arranging the engine, pump body, control system, and auxiliary equipment on a common base. This results in a small footprint, a rational layout, and facilitates transportation, installation, and maintenance. For underground pump rooms, equipment rooms, and projects with limited space, this structural design effectively improves space utilization and reduces installation costs.
High-efficiency operation is a key reason for the popularity of end-suction fire pump units. By employing advanced hydraulic models and high-precision manufacturing processes, the equipment effectively reduces fluid loss and improves energy conversion efficiency. While meeting the flow and pressure requirements of the fire protection system, it reduces fuel consumption and operating costs. For large-scale projects with long-term operation, high-efficiency design not only reduces equipment lifecycle costs but also reduces energy waste, meeting the energy conservation and environmental protection requirements of modern engineering.
Reliability is one of the most critical performance requirements for fire protection equipment. Fire pumps are in standby mode most of the time, but must be able to start successfully on the first attempt in the event of a fire. Therefore, the engineering-specific end-suction fire pump unit is manufactured using high-quality core components and a mature and stable technology platform. Key components undergo rigorous testing and quality control to withstand high and low temperatures, high humidity, dusty environments, and complex industrial conditions. Before leaving the factory, the equipment undergoes comprehensive performance testing and continuous operation trials to ensure stable and reliable operation under various conditions.
The intelligent control system provides a more convenient solution for modern fire management. The equipment is equipped with a digital control cabinet that can monitor key data such as engine speed, pump pressure, flow parameters, fuel level, oil pressure, and coolant temperature in real time. Operators can intuitively understand the equipment’s operating status through the display interface. When the system detects an abnormality, it will automatically issue an alarm and take protective measures to prevent equipment damage and escalation of the fault. Some configurations also support remote monitoring, enabling centralized management and intelligent operation and maintenance of fire-fighting equipment.
Continuous operation capability is a crucial guarantee for large-scale fire protection projects. During large-scale fire accidents or prolonged emergency water supply missions, fire-fighting equipment needs to maintain continuous and stable operation. The engineering-specific end-suction fire pump unit employs a high-efficiency cooling system and optimized lubrication system design to ensure stable operation of the engine and pump unit under high load conditions. Large-capacity fuel reserves and durable design allow the equipment to operate continuously for hours or even longer, providing uninterrupted water supply support for firefighting operations.
Ease of maintenance is also an important consideration when purchasing fire-fighting equipment for engineering projects. The end-suction fire pump unit has a simple structure and a reasonable component layout, allowing maintenance personnel to quickly access key components for inspection and maintenance. Modular design makes equipment maintenance more convenient, reducing maintenance difficulty and downtime. For large industrial projects and commercial buildings, convenient maintenance methods can effectively reduce operation and maintenance costs and improve equipment utilization efficiency.
From an application perspective, the engineering-specific end-suction fire pump unit has an extremely wide range of applications. In industrial parks and manufacturing plants, these systems provide stable water supply for large fire-fighting networks; in commercial complexes and high-rise building projects, they meet the water supply needs of sprinkler and fire hydrant systems; in warehousing and logistics centers and data center projects, they ensure the fire safety of critical facilities; and they play a vital role in airport, port, municipal engineering, and transportation infrastructure construction. Furthermore, in high-risk industries such as petrochemicals, power energy, and mining projects, the equipment is widely used in fire safety assurance system construction.
With the continuous promotion of smart fire protection concepts and the ongoing improvement of global fire protection standards, specialized end-suction fire pump units are also developing towards intelligence, digitalization, and high efficiency. Future products will further integrate IoT technology, remote monitoring platforms, big data analytics, and predictive maintenance systems to achieve real-time monitoring and intelligent management of equipment operation status. Through technological upgrades, fire-fighting water supply systems will possess higher reliability and stronger adaptability, providing more advanced solutions for modern fire protection engineering construction.
Overall, specialized end-suction fire pump units for engineering applications have become indispensable equipment in modern fire protection engineering due to their high-efficiency water supply capacity, stable pressure output, independent diesel power, rapid start-up performance, compact structural design, intelligent control functions, and outstanding reliability. By optimizing the performance of fire water supply networks, this product can effectively improve the operational efficiency and fire extinguishing response capabilities of fire protection systems, building a safer and more reliable fire protection system for various engineering projects. With the continued growth in global demand for fire protection engineering and continuous technological advancements, specialized end-suction fire pump units for engineering applications will play an even more important role in the future fire protection industry, providing solid support for the development of fire safety.