Application Advantages of Diesel Fire Pump Sets with Enhanced Cooling Capacity in Industrial Fire Protection
This article analyzes the advantages of diesel fire pump units with enhanced cooling capacity in industrial fire protection, focusing on their efficient heat dissipation system, stable power output, large flow water supply, and long-term continuous operation performance. They are suitable for industrial fire protection systems under high temperature, high load, and complex working conditions.
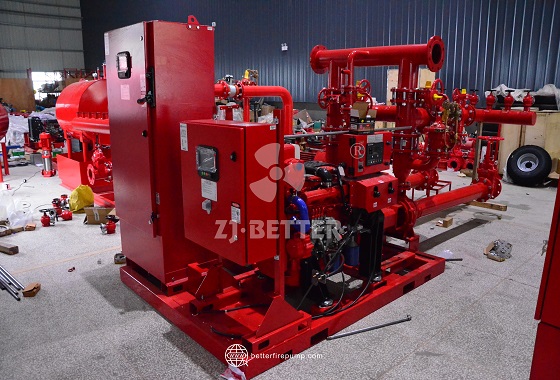
In industrial fire protection systems, facing high-risk and high-intensity operating environments, higher demands are placed on the stability and continuous operation of fire water supply equipment. Diesel fire pump units with enhanced cooling capabilities have become an important choice in the industrial fire protection field under these circumstances. These diesel fire pump units prioritize improving heat dissipation efficiency and ensuring stable operation under high load conditions. Through systematic optimization of the power system, cooling system, pump structure, and overall unit layout, the equipment maintains reliable performance under high temperatures, long-term continuous operation, and complex environmental conditions. Firstly, from the perspective of the power system, diesel drive inherently possesses the advantages of independent power supply and strong load adaptability. In the event of a fire in an industrial site, even if the external power system is interrupted, the pump unit can still quickly start and operate using its own power. Furthermore, the enhanced cooling design further ensures that the diesel power does not experience performance degradation due to excessive temperature under high speed and high output conditions, providing a solid foundation for continuous water supply. The cooling system is a key feature that distinguishes this type of unit from conventional configurations. By employing high-efficiency radiators, independent heat exchange devices, and optimized airflow channels, it allows for the rapid release of heat generated by the engine and critical components during prolonged operation, preventing heat buildup that could impact equipment reliability. This design is particularly crucial for industrial firefighting, as industrial fires often require large-flow water supplies for extended periods; insufficient cooling performance directly affects the pump unit’s continuous operating capacity. Regarding pump performance, diesel fire pump units with enhanced cooling capabilities are typically equipped with high-efficiency fire pumps. Through optimized impeller structure and flow channel design, they maintain stable head while ensuring high flow output, ensuring stable hydraulic performance even in high-temperature environments and continuous operation. This meets the stringent requirements of industrial plants, storage facilities, and large production equipment for fire-fighting water volume and pressure. The pump body materials and manufacturing processes are also reinforced for industrial conditions. Key flow components possess excellent wear resistance and pressure resistance, capable of withstanding the mechanical stresses of long-term high-intensity operation and reducing performance degradation due to wear or fatigue. In terms of structural design, these diesel fire pump units typically adopt an industrial-grade integrated base structure, rationally integrating the engine, fire pump, cooling system, and control components. This ensures the entire unit maintains good stability and vibration resistance during operation, which not only helps reduce the probability of mechanical failures but also creates favorable conditions for the efficient operation of the cooling system. The rational layout allows for smoother airflow, further improving heat dissipation efficiency and ensuring stable operation of the unit even in high-temperature or confined environments. The control and protection system is also a crucial component of the enhanced cooling design. Through real-time monitoring of operating parameters, the system can manage temperature and operating status without affecting fire water supply, ensuring long-term safe operation of the equipment. For industrial fire protection applications, equipment reliability is not only reflected in the instantaneous start-up capability during a fire but also in stable performance during long-term continuous water supply. Diesel fire pump units with enhanced cooling capabilities meet this requirement through multiple design methods. In terms of application, these units are widely used in industrial settings such as petrochemicals, energy, manufacturing, metallurgy, mining, and large-scale warehousing and logistics. These environments typically involve high temperatures, dust, or complex operating conditions, placing higher demands on the environmental resistance of fire-fighting equipment. Enhanced cooling design effectively improves the equipment’s adaptability to environmental changes and reduces operational risks caused by environmental factors. Regarding maintenance and use, the units are designed with the actual needs of industrial users in mind. Through reasonable reserved maintenance space and modular structural design, the inspection and maintenance of the cooling system and key components are more convenient, helping to keep the equipment in good condition for a long time and reducing operating costs. Overall, diesel fire pump units with enhanced cooling capacity achieve stable and efficient operation in industrial fire-fighting applications through comprehensive optimization of the power system, heat dissipation design, hydraulic performance, and structural layout. They can not only cope with harsh conditions such as high temperatures and high loads but also provide a continuous and reliable fire water supply during a fire, making them an indispensable and important type of equipment in industrial fire-fighting systems.