High Performance Fire Pump Package for Industrial Protection Systems
The high-performance fire pump unit for industrial protection systems is driven by an industrial-grade diesel engine and designed with a high-efficiency centrifugal fire pump. It has advantages such as large flow rate, high head, automatic start, continuous operation, intelligent control and convenient maintenance. It is widely used in industrial plants, petrochemical plants, warehousing and logistics, power plants, municipal fire protection and large building fire protection systems, providing stable and reliable fire water supply solutions for various fire protection projects.
In modern industrial fire safety systems, fire-fighting water supply equipment not only needs stable and reliable water supply capabilities but also must meet multiple requirements such as rapid start-up, continuous operation, high-flow delivery, and intelligent control. High-performance fire pump units specifically designed for industrial protection systems are professional fire-fighting water supply equipment developed for high-standard fire protection applications in large industrial plants, petrochemical parks, warehousing and logistics centers, power facilities, municipal fire protection, large commercial buildings, and infrastructure. The entire unit adopts a combined design of a diesel engine and a high-efficiency centrifugal fire pump. Through advanced power systems, optimized hydraulic structures, and intelligent control technology, it provides continuous and stable pressure and flow output to the fire protection system, maintaining reliable operation even under various complex operating conditions, providing a solid guarantee for fire safety.
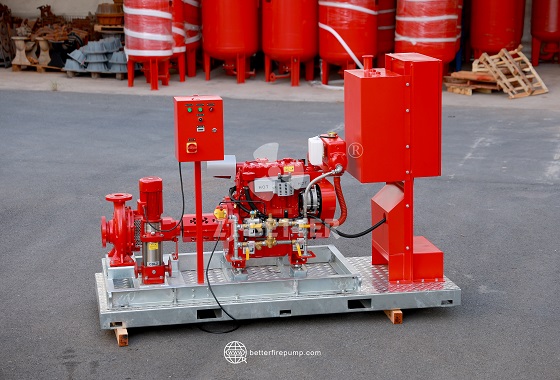
The entire fire pump unit uses an industrial-grade diesel engine as its power core, independent of external power systems. In the event of a power outage due to mains power failure, natural disasters, or sudden accidents, it can still quickly start and operate, ensuring the continuous operation of the fire-fighting water supply system. The engine has ample power reserves and high fuel efficiency, automatically adjusting its output power according to different operating conditions, maintaining high efficiency while reducing fuel consumption and improving overall economy. Equipped with a high-efficiency cooling, lubrication, and air filtration system, the pump maintains stable power output even in harsh environments such as high temperature, humidity, and dust, meeting the needs of long-term continuous firefighting operations.
The fire pump adopts a high-efficiency end-suction centrifugal structure, with the impeller and flow channel professionally hydraulically optimized to effectively reduce energy loss and improve water delivery efficiency. The equipment can achieve high flow rate, high head, and stable pressure output, meeting the water supply needs of various fire protection facilities such as indoor fire hydrant systems, automatic sprinkler systems, water mist fire suppression systems, fire monitor systems, and large-scale fire water supply networks. The pump operates smoothly with low vibration and noise, maintaining stable operation for extended periods and providing reliable water supply for various fire protection systems.
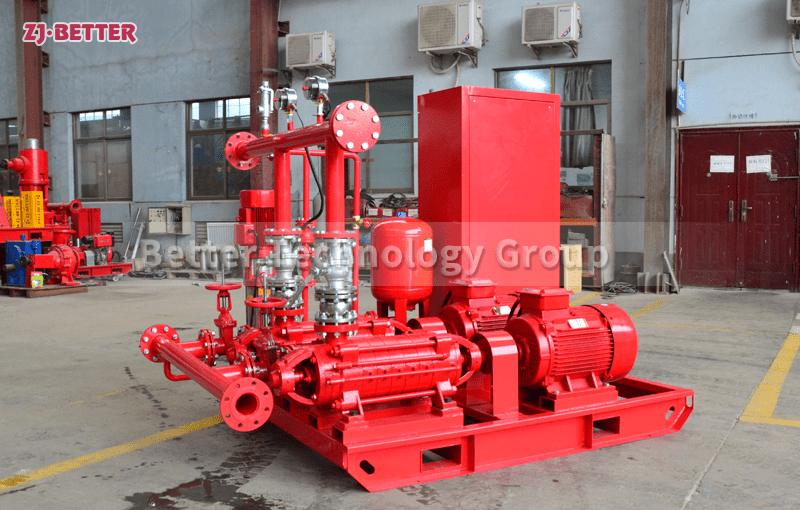
To enhance the automation level of the equipment, the unit is equipped with an intelligent control cabinet that can monitor key parameters such as engine speed, oil pressure, coolant temperature, outlet pressure, battery voltage, and operating time in real time. When an abnormality is detected, the system can automatically issue an alarm and execute protection procedures according to the fault type, effectively preventing damage to the equipment due to overload, high temperature, low oil pressure, etc. It supports multiple operating modes including automatic start, manual start, remote control, and fire alarm linkage. It can be linked with fire alarm systems for rapid response after a fire, significantly reducing water supply setup time and improving fire extinguishing efficiency.
The entire unit adopts an integrated steel base structure with a rational layout of functional modules. The engine, fire pump, coupling, control cabinet, and radiator are securely installed, making transportation, installation, and maintenance more convenient. The base undergoes anti-corrosion treatment and weather-resistant coating, providing excellent rust prevention, moisture resistance, and corrosion resistance, allowing for long-term use in coastal areas, chemical industrial parks, and high-humidity environments. The pump body and major components are made of high-strength wear-resistant materials, offering good corrosion resistance and cavitation resistance, effectively extending equipment lifespan and reducing maintenance costs.
The equipment prioritizes ease of maintenance. All filters, lubrication points, and maintenance interfaces adopt an open layout design for convenient daily inspection and maintenance. The modular structure allows for quick disassembly and assembly of major components, reducing downtime for maintenance and improving equipment operating efficiency. For fire protection systems that need to be on standby for extended periods, simplified maintenance effectively improves equipment availability and ensures rapid deployment in critical situations.
High-performance fire pump units specifically designed for industrial protection systems possess strong engineering adaptability. They can be configured with different flow rates, heads, engine power, and control methods to meet varying project requirements. Furthermore, they can be equipped with pressure stabilization systems, automatic water replenishment devices, remote monitoring modules, and data communication interfaces to achieve more comprehensive fire water supply solutions. These devices are suitable for various application scenarios, including industrial manufacturing enterprises, oil and gas projects, power plants, ports, airports, high-rise buildings, hospitals, data centers, warehousing and logistics centers, and municipal fire protection projects, providing safe, efficient, and stable water supply for various fire protection systems.
As fire protection engineering continues to evolve towards intelligence and reliability, high-performance fire pump units have become an essential component of modern fire protection systems. With its independent diesel-powered operation, high-efficiency centrifugal pump water delivery, intelligent automatic control, continuous and stable operation, and durable and reliable overall structure, this equipment can meet the stringent requirements of fire protection projects of different scales for water supply capacity and operational reliability. It provides long-term and stable technical support for industrial fire protection and public safety, and is a reliable and important piece of equipment in modern fire water supply systems.