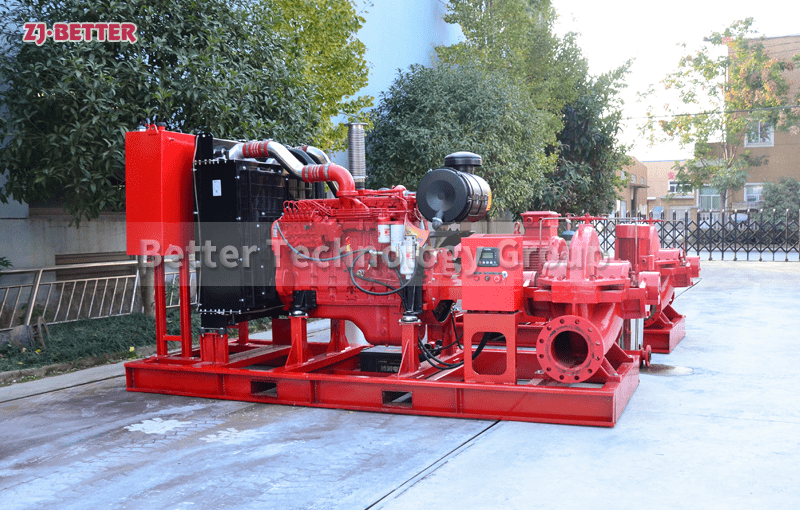
Engine Driven Fire Pump for Large Scale Fire Water Distribution
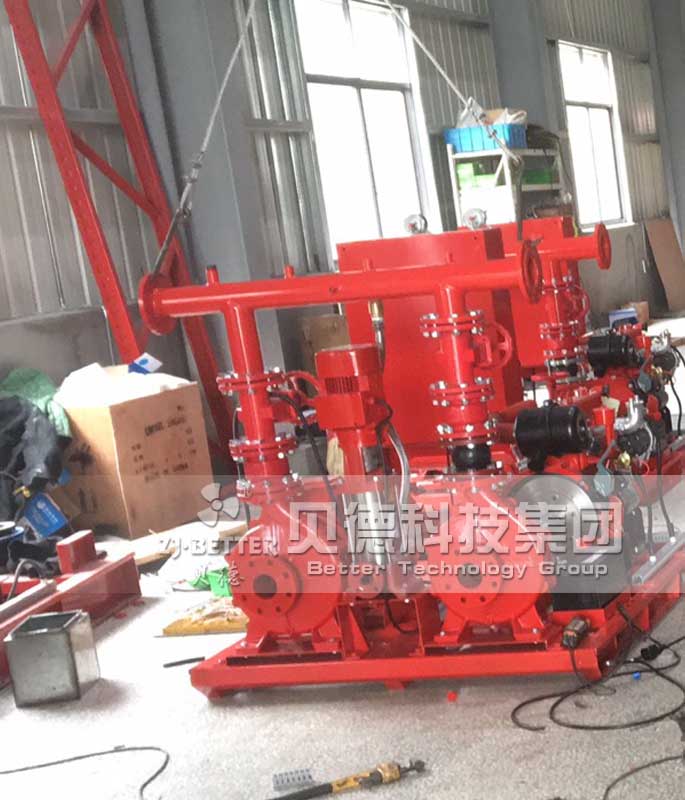
The engine-driven large-scale fire pump for fire water supply and distribution adopts an industrial-grade diesel engine, a high-efficiency end-suction centrifugal fire pump and an intelligent control system. It has the advantages of large flow, high head, automatic start, continuous operation, independent power supply and stable reliability. It is widely used in industrial parks, petrochemical plants, ports, power plants, municipal fire protection, large buildings and warehouse logistics fire protection systems, providing efficient, safe and continuous fire water supply solutions for large-scale fire water supply projects.
Large-scale fire-fighting water supply equipment driven by diesel engines plays a crucial role in modern industrial fire protection systems, especially in large factories, petrochemical parks, power facilities, ports, warehousing and logistics centers, municipal fire protection networks, and large commercial complexes. These locations demand high flow rates, high head, continuous operation, and rapid response from their fire-fighting water supply systems. Engine-driven large-scale fire-fighting water supply and distribution pumps are specialized equipment designed to meet these high-standard fire protection needs. They combine a mature and reliable diesel power system with a high-efficiency end-suction centrifugal fire pump, achieving stable, efficient, and safe fire-fighting water supply capabilities through an integrated base, intelligent control system, and optimized hydraulic structure. Even in the event of a power outage or a natural disaster causing power system failure, the equipment can still quickly start and establish stable pressure, continuously providing a reliable water source for the fire protection system and ensuring that critical facilities always have complete fire protection capabilities. The entire system uses an industrial-grade diesel engine as its power core, offering advantages such as ample output power, high fuel efficiency, strong continuous operation capability, and fast start-up speed. It can automatically adjust power output according to fire conditions, ensuring the fire pump always maintains optimal operating status. The engine is equipped with a high-efficiency cooling system, lubrication system, and air filtration system, maintaining stable performance even under high temperature, dusty, and continuous heavy-load conditions, significantly improving equipment lifespan and operational reliability. The fire pump adopts an optimized design with a large-diameter end-suction centrifugal structure. The impeller undergoes precise dynamic balancing and high-efficiency hydraulic optimization, effectively reducing flow resistance and improving hydraulic conversion efficiency. This achieves high flow rate, high head, and low energy consumption while maintaining stable pressure output, meeting the water supply requirements of various fire protection facilities such as indoor fire hydrant systems, automatic sprinkler systems, fire monitor systems, and large fire pipeline networks. The entire unit features an integrated base mounting design. The engine, fire pump, coupling, control cabinet, radiator, and auxiliary systems are scientifically laid out, with compact connections, stable operation, convenient installation, and a reasonable footprint. It can be directly applied to fire pump rooms or outdoor fire equipment platforms, effectively shortening project installation cycles and improving construction efficiency. The control system features an intelligent design, capable of real-time monitoring of engine speed, coolant temperature, oil pressure, battery voltage, outlet pressure, running time, and various operating parameters. It automatically alarms and executes protection procedures in case of abnormal conditions, effectively preventing equipment damage and ensuring a continuous and stable fire water supply. The equipment supports multiple operating modes, including automatic start, manual start, remote start, and linkage control. It can respond rapidly to signals from the fire control system, quickly establishing fire water supply capacity in the early stages of a fire, buying valuable time for firefighting. Because diesel power eliminates the need for external power, it is particularly suitable as a backup fire pump set for electric fire pumps. When the main power supply fails or the electric fire pump malfunctions, the diesel fire pump can automatically start operation in a very short time, ensuring continuous and stable pressure in the fire protection system and meeting the stringent requirements for backup fire water sources in large-scale fire protection projects both domestically and internationally. The entire system uses a high-strength steel structure base, treated with sandblasting, anti-corrosion primer, and weather-resistant topcoat, exhibiting excellent corrosion resistance and suitable for long-term use in coastal high-salt-spray environments, petrochemical corrosive environments, high-humidity areas, and various complex industrial sites. The fire pump body is made of high-strength, wear-resistant materials, possessing excellent anti-cavitation and impact resistance. It maintains superior performance even during long-term fire water supply, reducing maintenance frequency and lowering total life-cycle costs. The equipment prioritizes ease of maintenance; all filters, lubrication points, fuel systems, and cooling systems feature an open layout design, allowing operators to quickly perform daily inspections, maintenance, and replacement of vulnerable parts, improving equipment availability and minimizing downtime. To meet the needs of different projects, the fire pump can be flexibly configured with varying flow rates, head, engine power, control methods, and interface standards based on actual operating conditions. It can also be equipped with pressure maintaining devices, automatic water replenishment devices, remote monitoring systems, and intelligent communication modules to achieve a more comprehensive fire water supply solution. Whether applied to large industrial parks, chemical plants, energy bases, airports, rail transit, ports, large commercial buildings, high-rise buildings, hospitals, data centers, or municipal fire protection projects, this equipment provides a stable and reliable high-flow fire water supply, effectively enhancing the safety level of the entire fire protection system. With the continuous improvement of modern fire protection standards, fire water supply equipment not only needs to have powerful performance, but also needs to have long-term stable operation capability, intelligent control capability, and flexible engineering adaptability. Engine-driven large-scale fire water supply and distribution special fire pumps, with their mature and reliable diesel power, high-efficiency centrifugal pump technology, intelligent control system, robust and durable overall structure, and excellent continuous operation capability, can fully meet the high standards of modern fire protection engineering for fire water supply equipment. They provide continuous, safe, and efficient fire water supply guarantee for various key fire protection projects and are an indispensable and important piece of equipment in the construction of large-scale fire protection systems.