Reliable Diesel Fire Pump for Factory Fire Protection Solutions
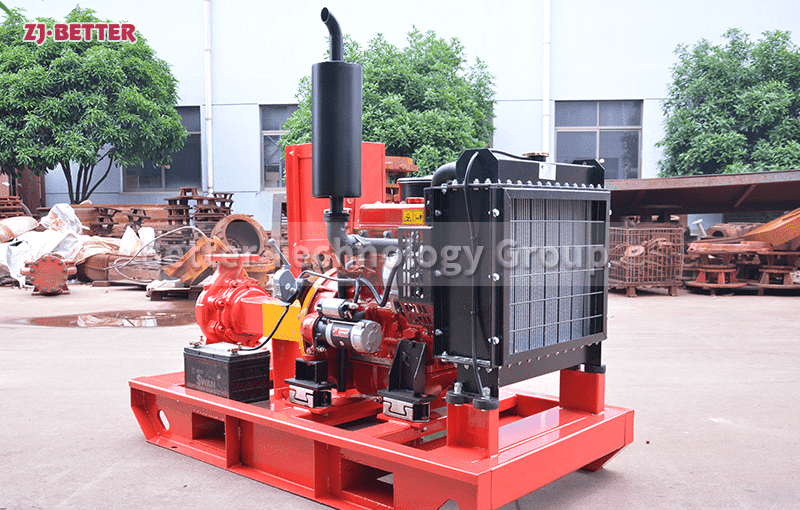
The dedicated diesel fire pump for factory fire protection solutions is driven by an industrial-grade diesel engine and equipped with a high-efficiency end-suction centrifugal fire pump and intelligent control system. It has advantages such as large flow rate, high head, continuous operation, automatic start, independent power supply, convenient maintenance and stable reliability. It is widely used in factories, petrochemical plants, municipal fire protection, large buildings, warehousing and logistics and industrial fire protection systems, providing efficient, safe and continuous fire water supply solutions for various fire protection projects.
The equipment has demonstrated the stability and reliability of its diesel power system during long-term operation. Compared to fire pumps that rely on grid power, this equipment can maintain normal operation and provide continuous fire-fighting water supply even in situations such as power outages, natural disasters, power system failures, or remote areas without power. The engine utilizes a mature industrial power platform, featuring rapid start-up, stable power output, and reasonable fuel consumption. It can automatically adjust its output power according to actual operating conditions, ensuring the pump unit maintains high efficiency at all times. During continuous firefighting, even under prolonged high-load operation, it maintains stable flow and head output, preventing insufficient power from affecting firefighting effectiveness. To extend the equipment’s service life, the power system is also equipped with an efficient cooling and lubrication system, effectively controlling engine operating temperature, reducing component wear, and ensuring long-term stable operation. This provides continuous and reliable fire-fighting water supply for industrial enterprises, warehousing and logistics parks, petrochemical plants, large commercial buildings, and municipal fire protection systems.
In addition to its superior power system, this diesel fire pump employs a high-efficiency end-suction centrifugal pump structure. The hydraulic model has undergone repeated optimization, and the impeller is manufactured using high-precision machining, ensuring smoother water flow within the pump body, effectively reducing hydraulic losses and improving overall delivery efficiency. The wide pump body flow channel guarantees stable delivery of large flow rates while also accommodating high head output, meeting the water pressure and flow requirements of various fire protection systems. The equipment can continuously supply water to indoor fire hydrant systems and also meet the water supply needs of automatic sprinkler systems, high-pressure fire monitor systems, and large fire pipeline networks. In the event of a fire, a stable water supply system can be quickly established, ensuring a continuous and sufficient water source for fire-fighting equipment, improving fire-fighting efficiency, and reducing economic losses caused by the fire.
To meet the demands of modern fire protection engineering for automated management, the entire fire pump system is equipped with an intelligent control system and a multi-functional control cabinet. The control system can monitor engine speed, water pressure, water temperature, oil pressure, battery voltage, and equipment operating status in real time, and displays various operating parameters intuitively through instruments, allowing operators to promptly grasp the equipment’s operating status. When equipment malfunctions, the system automatically issues an alarm signal and activates corresponding protection procedures based on different fault types, such as low oil pressure protection, high temperature protection, overspeed protection, and start-up failure alarms, effectively preventing fire water supply interruptions due to equipment failure. Simultaneously, the control system supports multiple operating modes, including automatic start, manual start, and remote control, and can be flexibly configured according to different fire protection engineering needs, improving the overall intelligent management level of the fire protection system.
The overall structure adopts a modular design concept, with a rational layout of each system, making maintenance more convenient. The engine, fire pump, fuel system, cooling system, exhaust system, and control system are all scientifically arranged according to industrial standards, with each functional module operating independently, facilitating both installation and subsequent maintenance. Air filters, diesel filters, oil filters, and coolant replenishment ports are all located in easily accessible positions, significantly reducing the difficulty of daily maintenance. For fire protection equipment that is in a standby state for extended periods, regular maintenance is crucial, and the modular design effectively shortens maintenance time, improves equipment availability, reduces long-term operation and maintenance costs, and saves fire management units significant manpower and operating expenses.
The entire system utilizes a high-strength steel base with a robust and reliable welded structure, offering excellent seismic resistance and load-bearing capacity. The base undergoes anti-corrosion sandblasting and high-performance anti-rust coating treatment, effectively resisting the effects of humidity, high temperatures, salt spray, and corrosive environments. It is suitable for coastal areas, petrochemical parks, mines, power plants, and other complex industrial environments. The fire pump body is constructed from high-quality corrosion-resistant materials, exhibiting excellent wear resistance. Even with long-term fire-fighting water supply, it maintains stable performance, reducing wear and maintenance frequency and extending the overall service life of the machine.
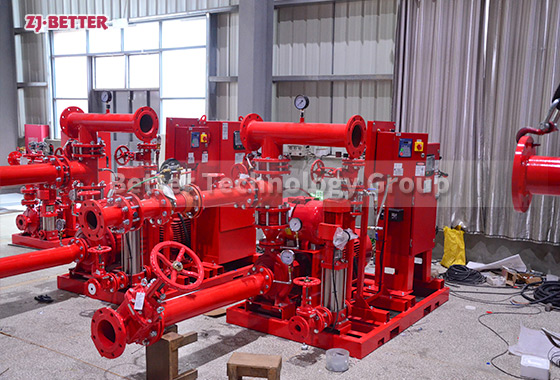
The equipment offers flexible installation options, allowing for fixed installation, base mounting, or integrated fire pump room installation according to project requirements. It can seamlessly connect with fire water tanks, fire water reservoirs, municipal water supply networks, and automatic fire suppression systems. For newly constructed industrial plants, large commercial complexes, high-rise buildings, warehousing and logistics centers, and municipal fire protection projects, this fire pump can serve as a primary fire water supply device for long-term operation. For upgrades and renovations of existing fire protection systems, it can be quickly installed and commissioned, improving the overall water supply capacity of the original fire protection system and meeting increasingly stringent fire safety standards.
Due to the independent power supply advantage of diesel power, this equipment is particularly suitable for use as a backup fire pump set. When the main power supply fails or the electric fire pump cannot operate normally, the diesel fire pump can automatically receive a start signal, start up in a very short time, and establish a stable water supply pressure, ensuring the continuous operation of the entire fire protection system. This feature is of great significance for hospitals, airports, data centers, rail transit, oil tank areas, large manufacturing plants, and important public buildings, effectively improving the safety redundancy capability of the fire protection system and ensuring that critical facilities still have reliable fire protection in emergencies.
To meet the fire protection standards of different countries and regions, the equipment can be configured with different specifications of flow rate, head, engine power, and control methods according to project needs. It can also be equipped with pressure maintenance systems, automatic water replenishment systems, remote monitoring modules, and various fire interfaces to achieve a more comprehensive fire water supply solution. This flexible customization capability not only expands the product’s applicability but also helps different engineering projects achieve more economical and reasonable fire protection system configurations, meeting the diverse procurement needs of the international market.
With the continuous development of modern industry, enterprises have increasingly higher requirements for the reliability, automation, and energy efficiency of fire-fighting equipment. This diesel fire pump, with its stable and reliable power system, high-efficiency end-suction centrifugal pump structure, intelligent control system, robust and durable overall design, and excellent continuous operation capability, can fully meet the stringent requirements of modern fire protection engineering for fire water supply equipment. Whether applied to factory fire protection, large commercial buildings, municipal fire protection projects, warehousing and logistics centers, or the petrochemical industry, it can provide stable, safe, and efficient fire water supply, providing solid equipment support for the construction of modern fire safety systems and becoming a reliable and essential fire water supply equipment in various fire protection systems.