Heavy-Duty Diesel Fire Pump for Municipal Water Supply Projects
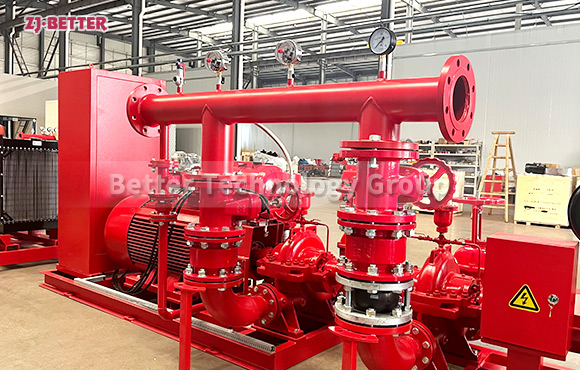
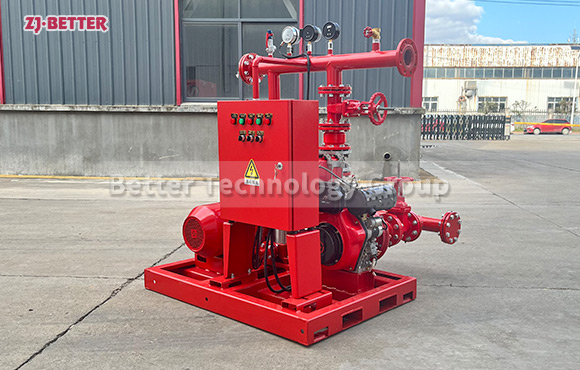
The heavy-duty diesel fire pump for municipal water supply projects is driven by a high-performance diesel engine and features independent power, large flow rate, high head, automatic start, intelligent control, and long-term continuous operation capability. It is widely used in municipal fire water supply systems, industrial parks, petrochemical projects, high-rise buildings, and large public facilities, providing a stable and reliable emergency water supply solution for modern fire protection engineering.
With the continuous expansion of modern urban construction, the importance of municipal fire-fighting water supply systems is becoming increasingly prominent. Whether it’s large industrial parks, high-rise building complexes, urban complexes, rail transit facilities, airports and ports, or petrochemical bases and large warehousing and logistics centers, a stable and reliable fire-fighting water supply system is essential to ensure a rapid and sufficient supply of water for fire suppression in the event of a fire. Among numerous fire-fighting water supply equipment, the heavy-duty diesel fire pump specifically designed for municipal water supply projects has become a crucial piece of equipment in modern fire protection engineering due to its independent power drive, high flow output, high head delivery, and all-weather operation capability. This product adopts a design concept combining an advanced diesel engine with a high-efficiency centrifugal fire pump, equipped with an intelligent control system, automatic start-up device, and high-strength structural base. It can achieve continuous and stable water supply under various complex working conditions, making it particularly suitable for municipal fire-fighting water supply projects, large-scale industrial fire protection systems, and critical infrastructure fire protection projects. Compared to traditional fire pump equipment, this product not only boasts stronger power performance and higher reliability but also possesses excellent environmental adaptability and long-term continuous operation capability, providing a solid guarantee for modern fire safety construction.
The biggest advantage of the heavy-duty diesel fire pump lies in its independent power system. Fire incidents are often accompanied by damage to electrical facilities, power grid interruptions, or regional power outages. If fire-fighting water supply equipment relies on external power sources, it may lose its water supply capacity at critical moments. Diesel fire pumps, however, use high-performance industrial diesel engines as their power source, allowing them to operate independently without relying on the municipal power grid. When a fire causes a power system failure, the equipment can automatically start and quickly enter working condition, continuously supplying fire-fighting water to the system. This independent power characteristic not only improves the reliability of the fire-fighting system but also makes it an indispensable piece of equipment for municipal water supply projects and key fire prevention areas. Especially in large industrial projects and areas far from the city power grid, this product can effectively ensure the fire-fighting system’s 24/7 standby operation.
In terms of power output, the equipment uses a heavy-duty industrial diesel engine with strong power reserves and excellent fuel economy. The engine is specially optimized for long-term stable operation under high load conditions while maintaining high output efficiency. Compared to ordinary power equipment, heavy-duty diesel engines have stronger shock resistance and durability, maintaining stable operation even under long-term continuous water supply tasks. The engine and fire pump are connected via a high-strength coupling, ensuring high power transmission efficiency, low operating vibration, and low mechanical loss, thereby further improving the overall system efficiency and reliability. For large-scale municipal fire protection projects, this stable and powerful power output ensures the fire water supply system can function at its maximum capacity in emergencies.
The fire pump section adopts a high-efficiency centrifugal pump design, significantly improving hydraulic efficiency and water delivery capacity through optimized impeller structure and flow channel layout. The impeller is manufactured using precision casting technology, and the fluid channel has undergone fluid dynamics optimization design, effectively reducing internal water flow resistance and improving energy conversion efficiency. The equipment can provide high-flow-rate, high-head water supply capacity to meet the water supply needs of urban fire pipe networks, large industrial parks, and high-rise building fire protection systems. In practical applications, this product can be configured with different flow rate and head parameters according to project requirements to achieve optimal water supply performance. Whether for long-distance water delivery or high-rise building water supply, the equipment can maintain stable pressure output, providing sufficient and reliable water source support for the fire extinguishing system.
The automatic control system is one of the key technological highlights of this product. The equipment is equipped with an intelligent control cabinet and a digital monitoring platform, enabling automatic start-up, automatic shutdown, fault alarm, operation monitoring, and remote control. The control system monitors real-time pressure changes in the fire-fighting pipeline network using high-precision pressure sensors. When the pressure drops to a set value, the equipment automatically starts and begins supplying water. The entire start-up process is fast and efficient, requiring no manual intervention, thus significantly shortening fire response time. The control system also displays real-time engine speed, oil pressure, water temperature, battery status, and pump operating parameters, providing crucial information for equipment management and maintenance, and improving overall operational safety.
To meet the long-term continuous operation requirements of municipal water supply projects, the equipment is equipped with a high-efficiency cooling system and large radiator components. Diesel engines generate a significant amount of heat during operation; insufficient heat dissipation can easily lead to engine overheating or even shutdown. This product employs an industrial-grade heat dissipation design, achieving rapid heat exchange through optimized airflow paths and increased heat dissipation area. Even in high-temperature environments or under prolonged continuous operation, the engine maintains a stable operating temperature, ensuring the continuous and reliable operation of the fire-fighting water supply system. This efficient cooling capability is particularly important for hot regions and heavy-duty applications.
The product also excels in reliability design. Fire protection systems are critical safety facilities, requiring equipment to start and operate reliably at all times. Therefore, the equipment employs high-quality core components and a reinforced structural design, with key parts undergoing rigorous quality testing and durability testing. The pump body is made of high-strength cast iron or ductile iron, offering excellent pressure resistance and corrosion resistance; the bearing system is designed for heavy-duty operation, capable of withstanding long-term high-load operation; and the mechanical seal is made of wear-resistant materials, effectively reducing leakage risk and extending service life. Through multiple reliability design features, the equipment can adapt to various complex operating conditions, providing users with long-term stable service.
The fuel system is professionally optimized to ensure continuous water supply for extended periods. A large fuel tank and efficient fuel delivery system can meet the needs of continuous operation for several hours or even longer, playing a crucial role in large-scale fires or prolonged emergency water supply missions. The fuel management system monitors fuel levels in real time and issues early warnings, helping managers to promptly arrange replenishment and preventing fuel shortages from affecting firefighting operations. For municipal fire protection projects and large industrial projects, this continuous operating capability is a key indicator of equipment performance.
The equipment also boasts excellent environmental adaptability. The base features a one-piece welded steel structure with anti-corrosion treatment, effectively resisting the effects of humid environments and corrosive media. The control cabinet has a high protection level, preventing dust, moisture, and external impurities from entering the electrical system. Whether in coastal areas, high-humidity environments, cold regions, or high-temperature industrial parks, the equipment maintains stable operation. This strong environmental adaptability makes it an ideal choice for special environmental applications such as municipal fire protection water supply projects, petrochemical projects, and mining power facilities.
Regarding maintenance, the product fully considers user needs. The modular design structure ensures a rational layout of major components and ample maintenance space, allowing maintenance personnel to quickly complete daily inspections and repairs. The intelligent control system records operating data and fault information, providing a scientific basis for maintenance management. Through regular maintenance and condition monitoring, users can effectively reduce equipment failure rates, extend equipment lifespan, and reduce overall operating costs. For large-scale fire protection projects, convenient maintenance significantly improves equipment management efficiency.
From an application perspective, heavy-duty diesel fire pumps specifically designed for municipal water supply projects are widely used in urban fire water supply networks, high-rise building fire protection systems, industrial park fire protection projects, petrochemical bases, airports and ports, power plants, mining facilities, warehousing and logistics centers, and large public building projects. These locations typically have extremely high requirements for fire water supply capacity and system reliability, and heavy-duty diesel fire pumps, with their powerful performance, continuous operation capability, and intelligent control functions, can fully meet various complex application needs. With the continuous advancement of global urbanization and the continuous improvement of fire safety standards, the demand for high-performance fire water supply equipment is also growing rapidly.
In the future, the development trend of fire water supply systems will place greater emphasis on intelligence, high reliability, and energy conservation and environmental protection. Heavy-duty diesel fire pumps specifically designed for municipal water supply projects, by integrating advanced power technology, efficient hydraulic design, and intelligent control systems, provide a reliable, efficient, and highly adaptable solution for modern fire protection engineering. Their independent power operation capability, high-flow, high-lift water supply performance, level of automation control, and excellent durability enable them to operate stably under various complex conditions, providing a solid guarantee for the construction of fire safety systems. Whether in municipal fire water supply projects or large-scale industrial fire protection projects, this product can play a key role in providing continuous and reliable fire water supply support to protect people’s lives and property.