Configuration Advantages of Vertical Fire Pump Systems for Commercial and Industrial Buildings
This article analyzes the advantages of vertical fire pump systems for commercial and industrial buildings, comprehensively introducing the performance characteristics of vertical fire pumps in terms of high head, stable water supply, space saving, continuous operation capability, and system reliability. It is suitable for fire hydrants and automatic sprinkler systems, improving the overall fire safety level.
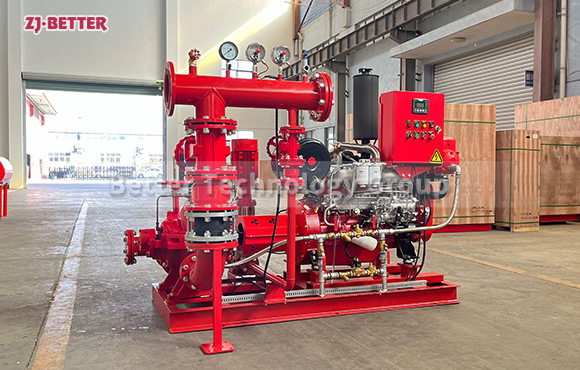
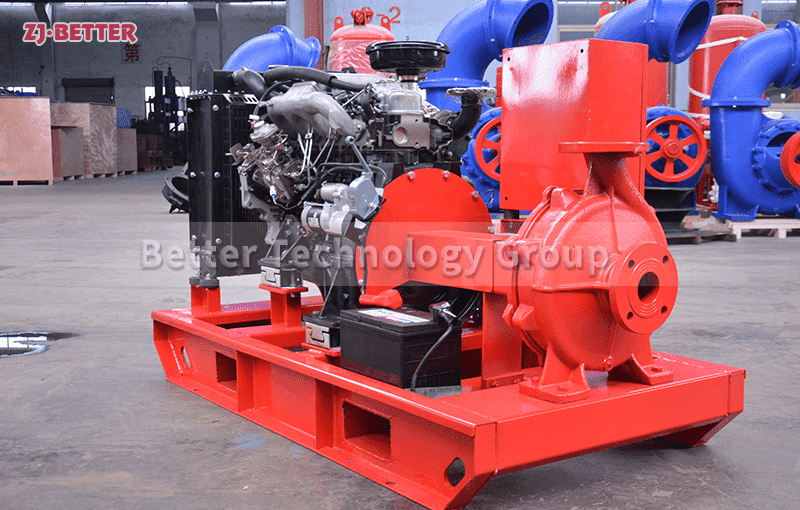
In commercial and industrial building fire protection systems, vertical fire pumps, as the core equipment of fixed fire water supply systems, directly determine the overall fire protection facilities’ response efficiency, water supply stability, and long-term operational reliability during a fire. Targeting various application scenarios such as commercial complexes, office buildings, hotels, hospitals, data centers, factories, and warehousing and logistics parks, vertical fire pumps demonstrate significant product advantages through comprehensive optimization of structural design, performance parameters, and system adaptability. Firstly, from a structural and installation perspective, vertical fire pumps adopt a vertical arrangement, with the pump body, shaft system, and motor arranged coaxially from top to bottom. This results in a smaller footprint, allowing direct installation in fire pump rooms, equipment rooms, or pipe shaft areas. This makes them particularly suitable for commercial buildings and high-density industrial parks where land resources are scarce and equipment space is limited. Compared to traditional horizontal fire pumps, they offer greater flexibility in pump room layout, effectively reducing civil engineering costs and improving space utilization. Secondly, in terms of system configuration, vertical fire pumps can be easily matched with various fixed fire extinguishing systems such as indoor fire hydrant systems, automatic sprinkler systems, and water mist systems. By rationally selecting flow and head parameters, they can cover the water supply needs of multi-zone high-rise buildings and the long-distance, high-head water delivery requirements of large industrial plants. In terms of performance, this type of fire pump typically adopts a multi-stage impeller structure design, achieving high-head output through multi-stage pressurization. While maintaining stable flow, it ensures sufficient outlet pressure, making it particularly suitable for applications requiring overcoming static pressure and pipeline resistance losses in high-rise buildings. It can quickly establish effective water pressure in the early stages of a fire, buying valuable time for firefighting. The internal flow channel of the pump body is optimized, resulting in high hydraulic efficiency and low energy loss during operation. It exhibits excellent energy-saving characteristics under long-term standby and periodic testing conditions, helping to reduce the overall operation and maintenance costs for commercial and industrial users. In terms of materials and manufacturing processes, key flow-through components of vertical fire pumps are typically made of high-strength, corrosion-resistant metal materials, enabling them to adapt to long-term operation under different water quality conditions. They also exhibit good adaptability to industrial water environments with certain impurities or corrosion risks. The shaft seal and bearing systems are specially designed to ensure stable operation under high speed and high load conditions, reducing the risk of failure due to mechanical wear. Regarding motor configuration, vertical fire pumps are usually equipped with dedicated fire-fighting motors, possessing excellent overload capacity and temperature rise control performance. They can meet the requirements for long-term continuous operation under fire-fighting conditions, maintaining reliable output even under high temperature, high humidity, or sudden load changes, meeting the high safety level requirements for fire-fighting equipment in commercial and industrial buildings. From a system reliability perspective, vertical fire pumps can be configured with pressure stabilizing devices, standby pump sets, automatic control cabinets, etc., to form a complete fire pump system. Through automatic start/stop, pressure linkage, and remote monitoring functions, they achieve 24/7 standby status, ensuring that the pump set can be quickly put into operation when a fire signal is triggered, reducing the uncertainty caused by manual intervention. For large-scale commercial and industrial projects, this highly integrated system configuration not only enhances the overall fire safety level but also facilitates compliance with relevant fire safety inspections and regulations. In terms of maintenance and management, vertical fire pumps have a relatively compact structure with clear access for maintenance. Routine maintenance operations such as bearing lubrication, seal checks, and motor testing can be completed without significant disassembly, shortening maintenance time and reducing downtime risks. This makes them particularly suitable for industrial plants and commercial facilities with high requirements for continuous production or 24/7 operation. Noise and vibration control is also a significant advantage of this type of product. Through optimized rotor dynamic balancing and base structure design, vertical fire pumps exhibit low vibration and noise during operation, helping to improve the pump room environment and meet the comfort requirements of commercial buildings. In summary, vertical fire pumps for commercial and industrial buildings offer advantages in system configuration, including small footprint, strong adaptability, stable performance, reliable operation, and low maintenance costs. Their high head, high efficiency, and continuous operation capabilities enable them to handle complex and diverse fire water supply tasks, providing a solid and reliable fire water source for various buildings, making them an indispensable and important equipment choice in modern fire protection systems.