Diesel Fire Water Supply Systems Enhance Fire Protection for Large Industrial Facilities
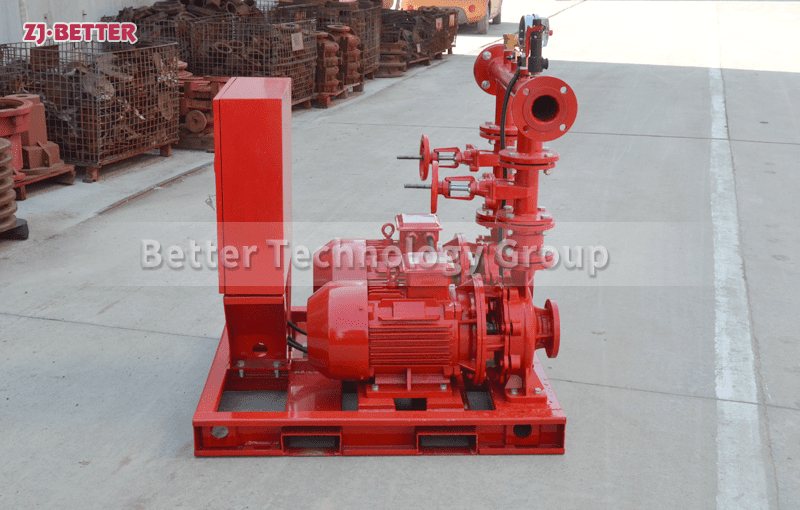
The diesel fire water supply system utilizes a high-performance diesel engine, a high-efficiency centrifugal fire pump, and an intelligent control system. It offers advantages such as independent power, automatic startup, high flow rates, high lift, continuous water supply, stable operation, and ease of maintenance. Widely applied in sectors including petrochemicals, electric power, mining, ports, warehousing and logistics, large industrial facilities, and municipal fire protection projects, the system provides an efficient, reliable, and safe fire water supply solution for large-scale industrial installations.
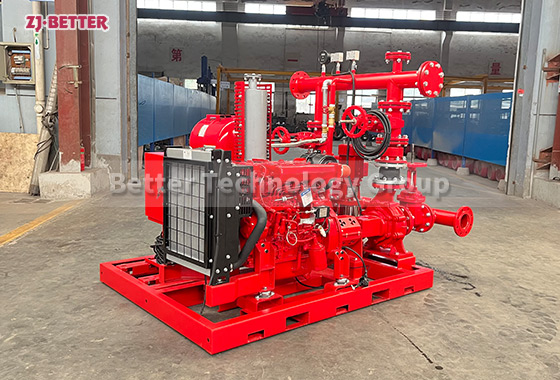
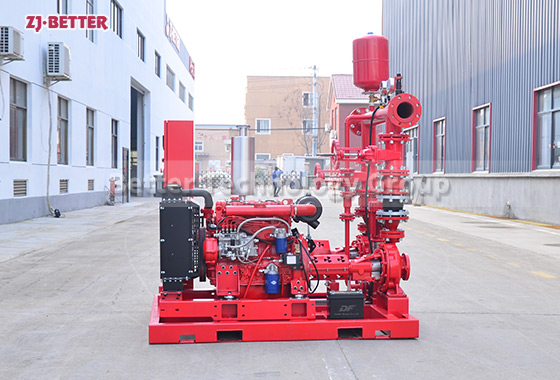
With the continuous expansion of large-scale industrial facilities, petrochemical parks, power and energy bases, logistics centers, port terminals, and major manufacturing enterprises, fire protection systems demand higher standards for the stability, reliability, and continuous operational capability of water supply equipment. Diesel-powered fire water supply systems have become a vital component of modern industrial fire protection engineering, thanks to advantages such as independent power sources, automatic startup, efficient water delivery, and sustained operation. Typically comprising a diesel engine, a high-efficiency centrifugal fire pump, an intelligent control cabinet, and associated cooling, fuel, and piping systems, these units can rapidly activate during a fire or a mains power outage. They provide a steady, reliable water supply to hydrant networks, automatic sprinkler systems, water spray systems, and foam extinguishing systems, effectively safeguarding large industrial facilities.
The primary advantage of diesel fire water supply systems lies in their independent power capability. Unlike electric fire pumps that rely on the municipal grid, diesel-powered systems operate independently during power outages, line failures, or extreme natural disasters, ensuring an uninterrupted water supply. Utilizing a mature and reliable power platform, the engine features rapid startup, stable power output, efficient fuel consumption, and long continuous run times; it maintains consistent power even during prolonged firefighting operations, ensuring system reliability. For critical sectors such as petrochemicals, power generation, metallurgy, and mining, this independent supply capability effectively mitigates fire risks and enhances overall safety standards.
The fire pump utilizes a high-efficiency centrifugal design. Advanced fluid dynamics optimization enhances impeller efficiency and minimizes internal hydraulic losses, achieving high flow rates and high discharge heads with low energy consumption. The equipment is available in various specifications to meet the diverse pressure and flow requirements of sites such as large industrial plants, oil tank farms, hazardous chemical warehouses, logistics centers, and port terminals. Stable pressure output ensures the rapid pressurization of fire protection piping networks and the consistent operation of terminal firefighting equipment, thereby improving fire suppression efficiency. To withstand complex industrial environments, the entire unit features a high-strength steel base and a modular design. The diesel engine, fire pump, coupling, control cabinet, and cooling system are scientifically arranged to optimize the footprint, thereby facilitating transport, installation, and on-site commissioning. The modular design not only shortens the installation period but also simplifies maintenance, making it convenient for users to conduct daily inspections and routine servicing. Key components undergo rigorous quality inspections and durability testing, ensuring long-term performance in high-temperature, high-humidity, dusty, and corrosive environments, while meeting the round-the-clock operational demands of large-scale industrial facilities.
An intelligent control system further enhances the unit’s automation capabilities. The control cabinet monitors parameters such as engine speed, oil pressure, coolant temperature, fuel level, battery voltage, fire pipeline pressure, and operational status in real-time. It supports various functions, including automatic startup and shutdown, manual operation, remote control, and fault alarms. Upon receiving a fire alarm signal or detecting a drop in pipeline pressure, the system automatically starts the diesel engine and rapidly engages the fire pump to ensure a swift water supply. Multiple safety protection features—such as over-temperature, low oil pressure, and over-speed protection, as well as battery fault alarms and automatic charging—effectively improve operational reliability and minimize human error.
Regarding water supply stability, the system utilizes high-performance mechanical seals and wear-resistant bearing structures to minimize leakage and wear during operation, thereby enhancing continuous operational capability. The coupling undergoes high-precision coaxial alignment, ensuring smooth operation with minimal vibration and noise, which significantly extends the service life of both the engine and the fire pump. Additionally, the optimized cooling system maintains the engine at an appropriate operating temperature during prolonged high-load operation, preventing performance degradation due to overheating and further boosting the system’s overall reliability.
To meet the diverse fire protection engineering requirements of different countries and regions, the system offers flexible configuration options—including flow rate, head, engine power, control methods, and piping interface standards—and complies with various international fire safety codes. The unit can be integrated with electric fire pumps, jockey pumps, pressure tanks, fire water reservoirs, and automatic fire alarm systems to form a comprehensive fire water supply platform. This enables coordinated control across multiple devices, providing professional solutions for industrial fire protection projects of various scales. With the advancement of smart fire-fighting technology, diesel fire-fighting water supply systems now support remote monitoring and data communication capabilities. They can integrate with fire control centers or building automation platforms to enable real-time monitoring of operational status, historical data logging, remote alarming, fault analysis, and maintenance alerts. Administrators can stay informed of equipment performance at all times, schedule maintenance proactively, minimize downtime, and enhance management efficiency, thereby providing smarter and more effective fire protection for large-scale industrial facilities.
In summary, the diesel fire-fighting water supply system combines independent power, efficient water delivery, intelligent control, modular design, and excellent environmental adaptability. It ensures continuous, stable operation under diverse and complex conditions, providing a safe, reliable, and efficient water supply for fire protection at large industrial facilities. Whether in sectors such as petrochemicals, power and energy, mining and metallurgy, or port terminals—or for large manufacturing enterprises, logistics parks, and municipal infrastructure—the system meets the rigorous demands for high reliability, continuity, and safety in modern fire engineering, offering robust water supply support for industrial fire protection systems.