
Diesel-Driven Centrifugal Fire Pump Units Build Reliable Fire Water Supply Platforms
The diesel-powered centrifugal fire pump unit integrates a high-performance diesel engine, a high-efficiency centrifugal fire pump, and an intelligent control system. It offers advantages such as automatic startup, independent power supply, stable water delivery, high flow rates, high head, continuous operation, and ease of maintenance. Widely used in industrial facilities, commercial buildings, petrochemical plants, power facilities, ports, warehousing and logistics, and municipal fire protection projects, it provides an efficient and reliable water supply solution for modern fixed fire protection systems.
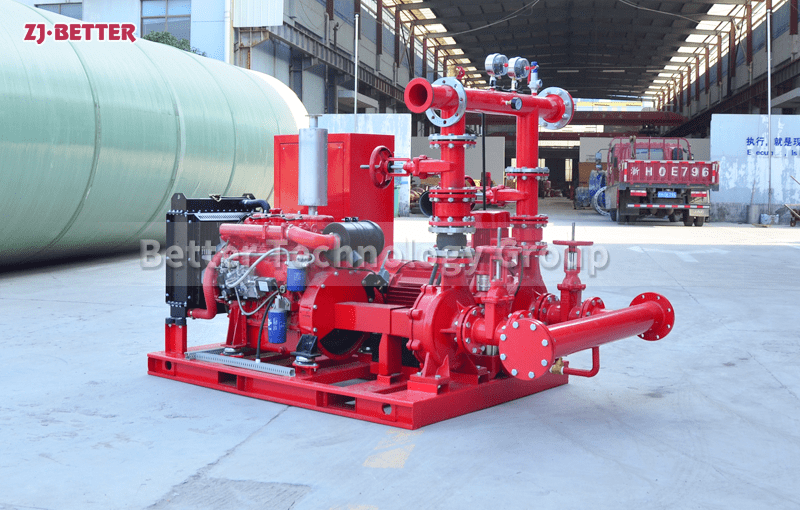
In modern fire protection engineering, a stable and reliable fire water supply system is crucial for ensuring the safety of buildings, industrial facilities, and public infrastructure. Faced with complex operating environments and contingencies such as sudden power outages, diesel-driven centrifugal fire pump units have become core components of fixed fire protection systems, thanks to advantages such as independent power, automatic starting, continuous water supply, and operational stability. Integrating a diesel engine, a high-efficiency centrifugal fire pump, an intelligent control cabinet, a cooling system, and a base frame into a single unit, the system can rapidly establish fire water supply capabilities. It provides a stable and reliable water source for fire hydrant systems, automatic sprinkler systems, water spray extinguishing systems, and other fixed fire protection facilities, finding wide application in sectors such as petrochemicals, electric power, mining, ports, airports, industrial plants, commercial complexes, high-rise buildings, logistics centers, and municipal fire protection projects.
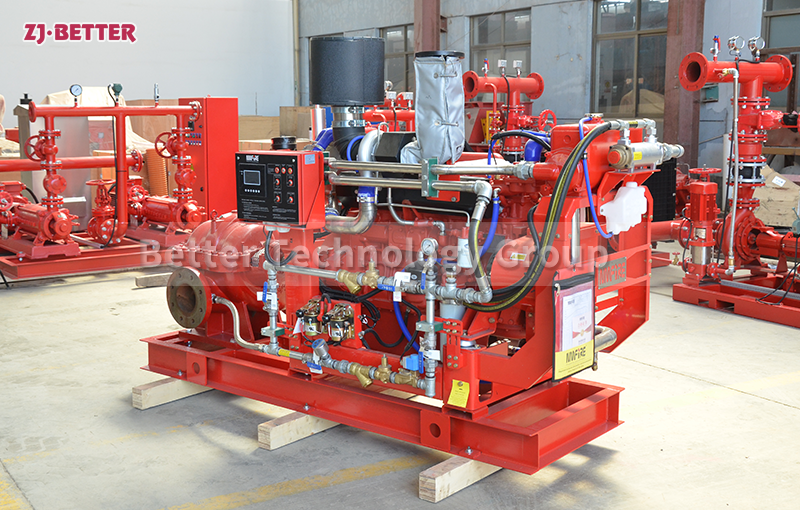
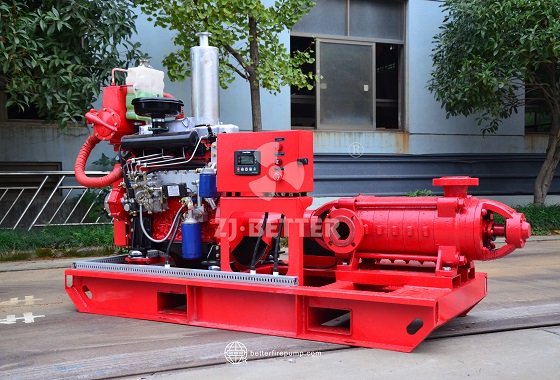
Powered by a high-performance diesel engine, the unit operates independently during mains power failures or emergencies, unaffected by external power sources, thereby ensuring the fire protection system remains operational at all times. The engine features rapid starting, stable power output, high fuel efficiency, and long continuous run times, meeting the demands for high-volume, sustained water supply during firefighting operations and providing round-the-clock protection for critical sites. Additionally, the engine is equipped with robust cooling, lubrication, and fuel management systems, enabling stable operation and excellent environmental adaptability in challenging conditions—such as high or low temperatures, high humidity, and dusty environments.
The fire pump utilizes a high-efficiency centrifugal design optimized with advanced hydraulic modeling technology. This ensures smoother flow through the impeller channels, effectively reducing hydraulic losses and enhancing flow rate and head output efficiency. The equipment can be configured with various specifications and performance parameters to meet diverse application requirements—including high flow rates, high heads, and long-distance water transport—while maintaining stable pressure and continuous flow to maximize firefighting effectiveness. Constructed from high-strength, corrosion-resistant materials, the pump body offers superior wear and corrosion resistance, ensuring stable performance and an extended service life even during prolonged operation.
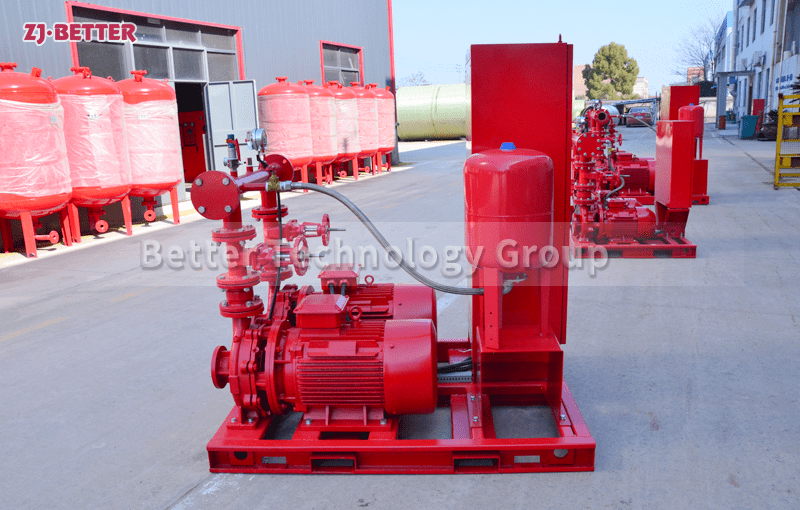
An intelligent control system further enhances the unit’s level of automation. The control cabinet enables real-time monitoring of engine speed, oil pressure, coolant temperature, fuel status, battery voltage, fire-fighting pipeline pressure, and equipment operating status. It supports various operating modes, including automatic startup and shutdown, manual control, remote monitoring, and fault alarms. Upon detecting a drop in fire-fighting system pressure or receiving a startup signal, the unit automatically initiates the startup sequence and rapidly achieves stable water supply, effectively minimizing response time during the initial stages of a fire. The system also features protections against low oil pressure, high water temperature, and overspeed, as well as alarms for charging anomalies and self-diagnostic capabilities, thereby enhancing operational safety and reducing maintenance costs.
The unit employs a modular design concept, mounting the diesel engine, fire-fighting pump, coupling, control cabinet, and piping system onto a high-strength steel base. This rational layout minimizes the equipment’s footprint and facilitates transportation, lifting, and on-site installation. The pre-assembled design significantly reduces on-site construction workload and project timelines while simplifying future inspections and routine maintenance. An open structure ensures easy access to key maintenance components, boosting efficiency, minimizing downtime, and guaranteeing long-term, stable operation.
To meet the diverse needs of fire-fighting projects, the diesel-powered centrifugal fire-fighting pump unit offers flexible configuration options—including flow rate, head, engine power, inlet/outlet diameters, and control methods—tailored to specific project requirements. It can be integrated with jockey pumps, pressure tanks, electric fire-fighting pumps, and fire control systems to form a comprehensive fire-fighting water supply platform capable of coordinated multi-device operation. Supporting various international standard interfaces and fire safety codes, the equipment is suitable for projects across different countries and regions, providing a reliable water supply solution for global fire-fighting applications.
Regarding energy efficiency and reliability, the equipment optimizes power matching and transmission efficiency to reduce fuel consumption and long-term operating costs without compromising fire-fighting performance. Precision alignment of the coupling minimizes vibration and noise during operation, enhancing overall equipment stability. Key components undergo rigorous quality and durability testing to ensure excellent performance under continuous, high-load conditions, thereby reducing failure rates and increasing system reliability. With the advancement of smart fire protection technology, diesel-powered centrifugal fire pump units can incorporate remote monitoring and data communication capabilities. These features enable real-time operational status monitoring, historical data logging, remote alarming, and maintenance alerts. By integrating with fire monitoring platforms or building automation systems, management personnel can stay informed about equipment performance, detect potential faults early, and schedule maintenance proactively. This enhances equipment management efficiency and the safety of fire protection systems, meeting the demand for digital and intelligent management in modern fire engineering.
Thanks to their independent power sources, high-efficiency centrifugal pump technology, intelligent automatic controls, stable and continuous water supply, modular design, and broad environmental adaptability, these diesel-powered centrifugal fire pump units provide a reliable water supply platform for modern fixed fire protection systems. Whether deployed in industrial production bases, commercial buildings, public infrastructure, or high-risk facilities, the equipment ensures a rapid response during critical moments and delivers a steady supply of water for firefighting. Playing a vital role in safeguarding lives and property, these units serve as a trusted water supply solution in modern fire engineering.