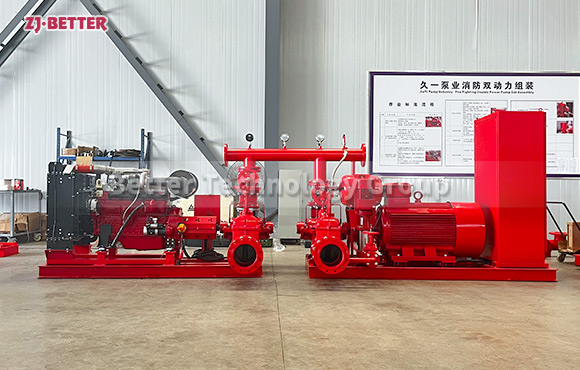
The bought fire fighting outfit has been successfully loaded on the truck moment. It’s composed of delirium liquid position hand, air force air compressor, curvaceous stopcock air compressor and other factors, and the fire water force within 10 twinkles. The device can also be connected in resemblant with signals similar as fire pipings, fire buttons, bank admonitions, temperature and pressure to control fire pump outfit.
This outfit is suitable for hospices, manufactories, storages, domestic diggings, office structures, entertainment places, low- rise structures that are inconvenient to set up high- position water tanks, or hidden systems, temporary structures and other structures that aren’t suitable for high- position water tanks.
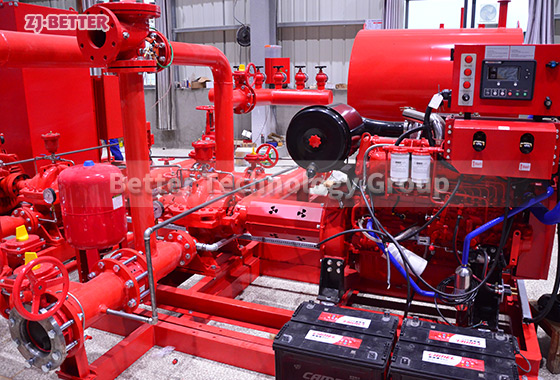
The bought fire fighting outfit has been successfully loaded on the truck moment. It’s composed of delirium liquid position hand, air force air compressor, curvaceous stopcock air compressor and other factors, and the fire water force within 10 twinkles. The device can also be connected in resemblant with signals similar as fire pipings, fire buttons, bank admonitions, temperature and pressure to control fire pump outfit.
This outfit is suitable for hospices, manufactories, storages, domestic diggings, office structures, entertainment places, low- rise structures that are inconvenient to set up high- position water tanks, or hidden systems, temporary structures and other structures that aren’t suitable for high- position water tanks.