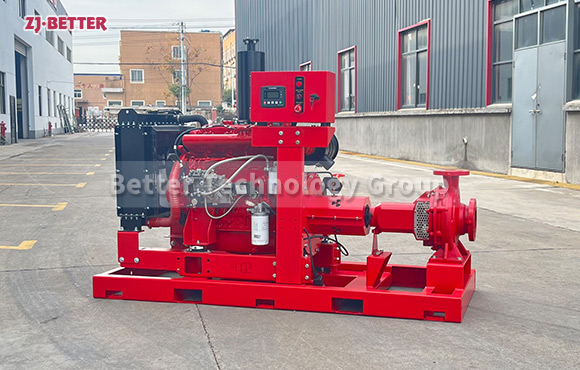
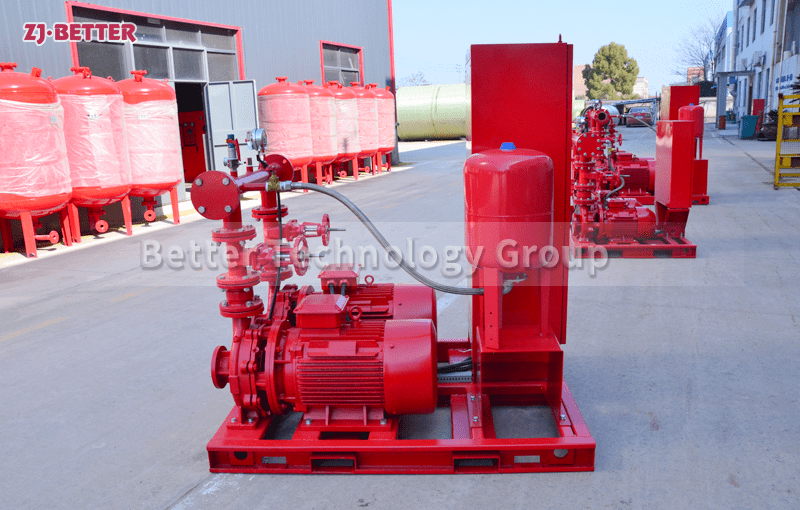
Dual Pump Diesel Fire Pump System for Uninterrupted Water Supply
The dual-pump diesel fire pump system achieves uninterrupted water supply through a primary and backup redundancy design, featuring high reliability and large flow output, and is suitable for large-scale industrial and building fire protection projects.
Dual-pump diesel fire pump systems offer uninterrupted water supply, representing an advanced solution specifically designed for high-reliability fire water supply needs. They hold a crucial position in modern fire protection engineering systems, particularly suitable for locations with extremely high fire safety requirements, such as large industrial facilities, high-rise building complexes, petrochemical projects, power systems, ports, and large warehousing and logistics centers. In these complex and high-risk environments, a single pump unit often struggles to meet the demand for continuous and stable water supply. Dual-pump configurations, through primary/standby or parallel operation modes, effectively enhance system redundancy and water supply stability, ensuring the fire protection system can continue to operate and function effectively in any emergency. This system typically consists of two diesel-driven fire pump units, an intelligent control system, and a fuel system. The system consists of a cooling system and piping components. Through a reasonable structural layout and control logic, it achieves automatic switching or coordinated operation between the main pump and the standby pump, thereby achieving the goal of uninterrupted water supply. In terms of structural design, the dual-pump configuration usually adopts a modular layout, installing two diesel fire pump units on a unified base or adjacent foundation, making the overall structure compact and easy to transport and install. At the same time, the reasonable spatial layout also helps the equipment heat dissipation and maintenance operations. During operation, the system can select single-pump operation or dual-pump parallel operation according to actual needs. When the water demand is low, the main pump can meet the system pressure requirements by operating alone. When a fire occurs or the water demand increases rapidly, both pumps can be started simultaneously to provide a larger flow output, thereby meeting the needs of large-scale fire fighting. In terms of hydraulic performance, the system employs a high-efficiency centrifugal pump design, ensuring each pump operates near its optimal efficiency point. This guarantees high flow output while reducing energy loss. Optimized pipeline design minimizes head loss, enabling the entire system to maintain stable and efficient water supply under various operating conditions. Regarding the power system, the diesel engine serves as the core drive unit, providing an independent and reliable power source. It does not rely on external power supplies and can continue operating even in the event of a complete power outage, which is particularly important for critical fire-fighting facilities. The diesel engine features rapid start-up, stable output, and high durability. Upon receiving a start signal, it can quickly reach rated speed and drive the pumps, ensuring the fire-fighting system’s operation. To establish water supply pressure in the shortest possible time, the dual-pump diesel fire pump system is equipped with an advanced intelligent control cabinet. Through automated control technology, it achieves automatic start-up, operation monitoring, and multiple safety protection functions. When the fire pipeline pressure drops or the system receives a fire alarm signal, the control system can automatically determine the operating mode and start the corresponding pump group. If the main pump fails or malfunctions, the standby pump can quickly take over, thus avoiding water supply interruption and ensuring the fire protection system remains in a stable operating state. The control system also features low oil pressure protection, high temperature protection, overspeed protection, battery voltage monitoring, and fault alarm functions, enabling timely protective measures to be taken when equipment malfunctions, preventing equipment damage and improving system safety. In terms of system design, the equipment employs a high-efficiency fuel supply and filtration system. Through the synergistic action of the fuel pump and filter, it ensures a stable diesel fuel supply under various operating conditions. Simultaneously, the filtration system effectively removes impurities and water from the fuel, thereby reducing engine wear and extending its service life. Regarding the cooling system, the equipment is equipped with a high-performance radiator and a circulating cooling system, continuously cooling the engine through air or water cooling, ensuring stable performance even during long-term operation, especially under high-temperature or high-load conditions. In terms of structure and materials, the system uses a high-strength steel structure base with anti-corrosion treatment, enabling the equipment to adapt to humid, high-temperature, or corrosive environments, thus extending its service life and reducing maintenance costs. In terms of operational stability… The dual-pump configuration significantly improves system reliability through redundancy design. Even if one pump fails, the other can continue operating, preventing system failure. This design is extremely valuable in critical fire-fighting locations. Furthermore, high-precision manufacturing processes and strict quality control result in minimal vibration and noise during operation, enhancing overall operational stability. Regarding installation, the modular design means most components are pre-assembled and tested at the factory. On-site installation only requires foundation fixing, piping connections, and electrical connections, significantly shortening the construction period and reducing installation difficulty. For maintenance, the open or semi-open structure makes critical components easily accessible, allowing maintenance personnel to perform routine inspections and maintenance without disassembling complex structures. This system improves maintenance efficiency and reduces downtime, enhancing energy conservation and economy. In terms of energy efficiency and economy, the system optimizes energy consumption through flexible operating modes. Under low load conditions, a single pump can meet the demand, while under high load conditions, dual pumps work together to achieve efficient water supply, thus reducing overall energy consumption while ensuring performance. In terms of application areas, this dual-pump diesel fire pump system is widely used in the petrochemical industry, power systems, large industrial parks, ports, airports, and high-rise buildings. These locations typically have extremely high requirements for fire protection systems, and this system, with its uninterrupted water supply capacity and high reliability, is an ideal choice. Furthermore, with the development of intelligent technology, the system can also integrate remote monitoring and data analysis functions, enabling network-based control of equipment. Real-time monitoring of operational status allows managers to stay informed about equipment conditions and operate remotely, thereby improving management efficiency and reducing labor costs. Overall, the dual-pump diesel fire pump system, with its redundant design, powerful diesel engine, efficient hydraulic performance, and intelligent control system, provides a highly reliable and stable water supply solution for modern fire protection engineering. It not only responds quickly and continuously provides a large volume of water in emergencies but also reduces operating costs and extends equipment lifespan through optimized design. It is an indispensable piece of equipment in various high-requirement fire protection projects. With continuous technological advancements, this type of system will continue to upgrade towards greater intelligence, efficiency, and environmental friendliness in the future, providing a more solid guarantee for fire safety.