Low Flow High Stability Fire Pressure Pump Assembly for Building Projects
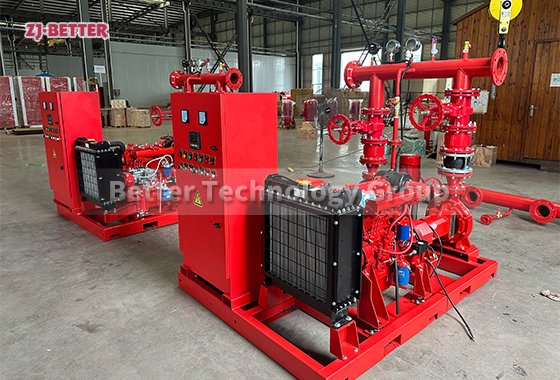
The small-flow, high-stability fire-fighting pressure-stabilizing pump is designed specifically for building fire protection engineering. It can continuously maintain the pressure of the fire protection pipeline network, avoid frequent starts of the main pump, and is suitable for sprinkler and fire hydrant systems, significantly improving the stability and reliability of the fire protection system.
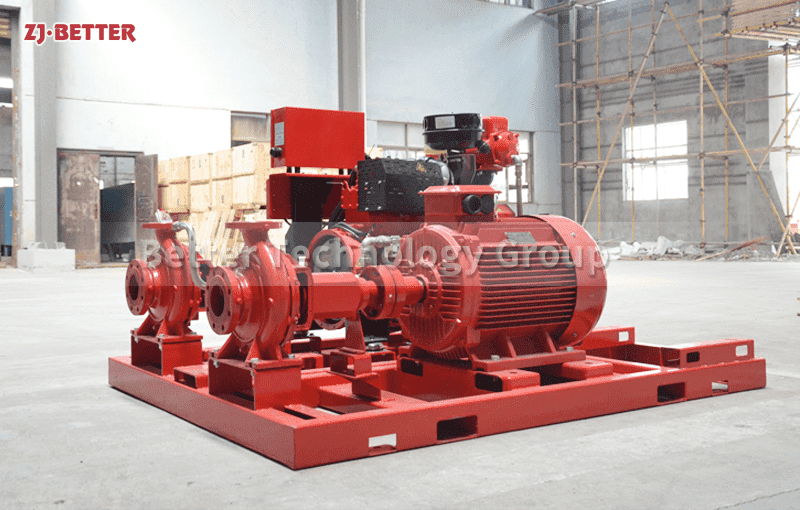
Small-flow, high-stability fire-fighting pressure-stabilizing pumps are crucial foundational equipment in building fire protection engineering, ensuring the long-term reliable operation of the system. Their core function is to continuously maintain stable pressure in the fire protection network during non-fire conditions, preventing pressure drops due to minor leaks, valve fluctuations, or temperature changes, thus ensuring the fire protection system is always ready for deployment. Designed with low flow and high stability in mind, this device is optimized for the daily operation characteristics of building fire protection systems. Through precise pressure control and a reliable mechanical structure, it achieves a high degree of unity between pressure stabilization and equipment durability, making it widely applicable to fire protection engineering in high-rise residential buildings, commercial complexes, office buildings, hospitals, schools, underground spaces, and various public buildings. Structurally, this pressure-stabilizing pump typically employs a compact integrated design, rationally arranging the pressure-stabilizing pump, motor, stainless steel or corrosion-resistant piping, valve assemblies, pressure gauges, and control unit on a unified base. The overall structure is simple, occupies a small area, and can be flexibly installed in pump rooms or equipment rooms with limited space, effectively improving the space utilization rate of the building’s electromechanical systems. One of the key performance advantages of this device is its low-flow-rate design. While meeting the pressure stabilization requirements of the pipeline network, it effectively avoids the energy waste and mechanical wear caused by frequent start-ups and shutdowns of high-power equipment, making the system operation more economical and efficient. The pressure-stabilizing pump prioritizes stable output during operation. Through optimized impeller structure and flow channel design, the pump unit maintains good hydraulic efficiency and stable pressure output even under low-flow conditions, preventing pressure fluctuations from adversely affecting the fire protection pipeline network and terminal equipment. This fire-fighting pressure-stabilizing pump device excels in operational stability. Through precise shaft design and reliable sealing structure, it effectively reduces operating vibration and noise levels, ensuring stable operation even under long-term continuous operation or frequent start-ups and shutdowns, providing a good user experience for the building’s interior environment. To adapt to the long-term service life of fire protection systems, the device has undergone targeted enhancements in material selection and manufacturing processes. Key components are made of wear-resistant and corrosion-resistant materials, enabling long-term stable operation in humid or temperature-varying pump room environments, reducing performance degradation and failure risks caused by environmental factors. As a crucial component of the pressure stabilizing device, the control system achieves precise control over the pump unit’s start and stop through real-time monitoring and automatic adjustment of pressure signals. When the pipeline pressure falls below the set value, the pressure-stabilizing pump automatically starts to replenish pressure; when the pressure returns to the normal range, it automatically stops operating. The entire process is responsive and logically clear, effectively ensuring that the fire pipeline pressure remains within a reasonable range. This control method not only significantly reduces the start-stop frequency of the main fire pump but also extends the service life of the main pump and related equipment, improving the overall reliability of the fire water supply system at the system level. In terms of safety, the pressure-stabilizing pump device is typically equipped with multiple protection functions, including motor protection, operating status monitoring, and abnormal alarm mechanisms. These mechanisms promptly alert maintenance personnel to handle abnormal operating conditions, preventing minor issues from escalating into systemic risks. Addressing the needs of different pipeline network types and pressure levels in building fire protection engineering, this device possesses excellent engineering adaptability and can be flexibly matched with automatic sprinkler systems, fire hydrant systems, and other fire water supply networks, achieving precise pressure stabilization through appropriate selection. The low-flow, high-stability design concept not only fulfills its pressure stabilization function but also positively impacts the overall operation of the fire protection system. It not only improves the stability of the pipeline pressure but also creates favorable conditions for the main fire pump to quickly engage in high-intensity operation during a fire. The modular, integrated structural design further enhances the ease of installation and maintenance, simplifying on-site installation procedures, shortening the commissioning cycle, and facilitating the inspection and replacement of key components during later maintenance, effectively reducing the operation and maintenance costs of the building’s fire protection system. From an overall application value perspective, the low-flow, high-stability fire pump unit, through its continuous and reliable pressure stabilization capability, establishes a stable basic operating environment for the building’s fire protection system, ensuring the fire pipeline network remains in good condition at all times. It not only provides reliable protection for the system before a fire occurs but also significantly improves the system’s safety, economy, and durability during long-term operation, making it an indispensable and important component of modern building fire protection engineering.