
Heavy Duty Diesel Engine Fire Pump Units for Large Fire Pump Room Projects
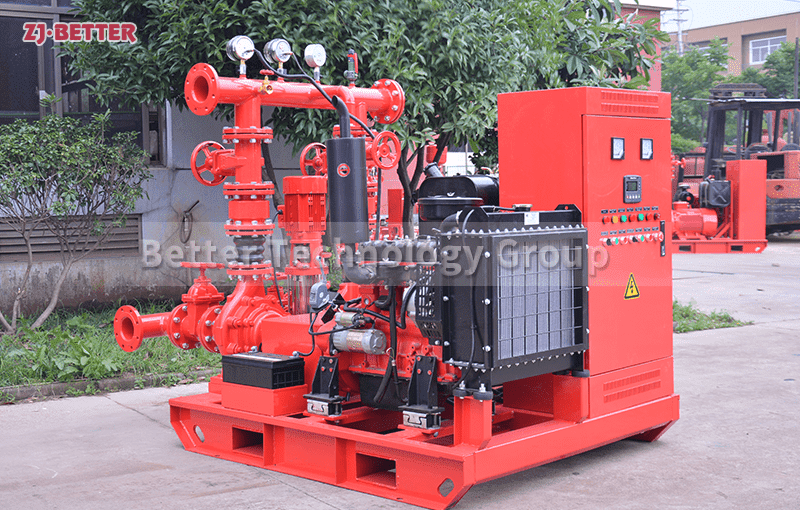
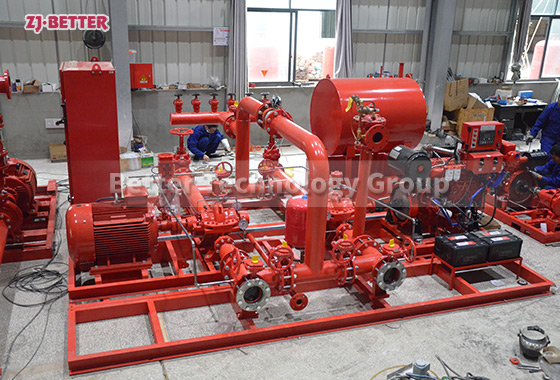
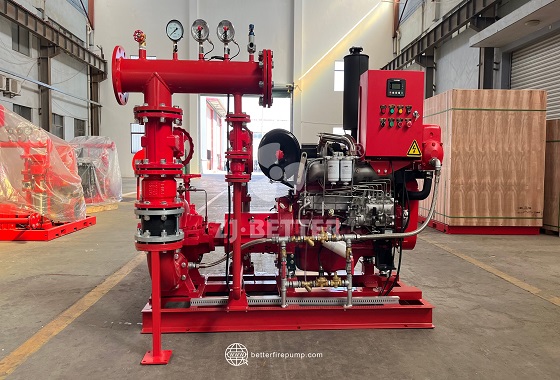
Heavy-duty diesel engine fire pump units are designed specifically for large-scale fire pump room projects. They feature strong power, independent operation, and high reliability, and are widely used in industrial fire protection systems, petrochemical plants, power plants, and large building fire water supply systems to ensure stable water supply in emergencies.
In modern fire protection engineering systems, the stability and reliability of fire water supply systems are directly related to the efficiency and safety of fire emergency response. With the continuous advancement of urbanization, high-rise buildings, large commercial complexes, industrial parks, petrochemical facilities, and large warehousing and logistics centers place higher demands on fire protection systems. Especially in large fire pump room projects, fire equipment not only needs to have high flow and high head water supply capabilities, but also needs to maintain continuous and stable operation in complex environments and emergency situations. Against this backdrop, heavy-duty diesel engine fire pump units, with their powerful power output, independent operation capability, and high reliability, have become one of the important pieces of equipment in large-scale fire water supply systems. These devices are typically used as main or backup fire pumps, providing a stable fire water supply even in the event of power system failures or emergencies, thus ensuring that the fire protection system functions effectively at critical moments and providing reliable safety guarantees for buildings and industrial facilities. Heavy-duty diesel engine fire pump units typically consist of a diesel engine, fire pump, control system, fuel system, cooling system, and piping components, forming a complete fire water supply system through overall structural design. As the core power source of the unit, the diesel engine boasts powerful torque output and stable operating performance, enabling it to drive the fire pump to its rated speed and establish stable water pressure within a short time. Compared to traditional electric fire pumps, the diesel engine drive system does not rely on an external power supply, thus allowing continuous operation even during power outages or grid failures. This characteristic makes it a critical backup power source in many fire protection systems. Especially in large industrial facilities and municipal fire protection projects, diesel engine fire pump units ensure the fire protection system remains operational even in extreme conditions, significantly improving overall fire safety. In the pump section, heavy-duty diesel engine fire pump units typically employ a high-efficiency centrifugal fire pump structure. Through advanced hydraulic design and precision manufacturing, a stable flow path is created within the pump body, reducing energy loss and improving delivery efficiency. The impeller inside the pump body is precisely designed to maintain high efficiency over a wide flow range, allowing the equipment to meet the water supply needs of various fire protection scenarios. For example, in large warehousing and logistics centers or industrial production bases, when the fire protection system needs to provide water to multiple fire extinguishing points simultaneously, the high-efficiency pump structure ensures a stable, high-flow output, meeting the water requirements of the fire extinguishing system. Meanwhile, the high-strength pump casing structure can withstand high-pressure operating environments, ensuring stable performance during long-term operation. The heavy-duty diesel engine fire pump unit’s structural design also fully considers operational stability and durability. The unit base typically uses a high-strength steel frame structure, maintaining stability during operation and reducing vibration and noise. A high-precision coupling connects the diesel engine and fire pump, effectively transmitting power and minimizing energy loss. Furthermore, the unit is designed with vibration damping devices to further reduce operating vibration and extend service life. To ensure stable operation under various environmental conditions, diesel engine fire pump units are typically equipped with complete cooling and fuel supply systems. The cooling system maintains stable engine temperature through radiators and circulating coolant, allowing the equipment to maintain good performance under high load conditions. The fuel system ensures a stable fuel supply to the engine through high-efficiency fuel filtration and delivery devices, guaranteeing continuous and stable operation. In terms of control systems, modern diesel engine fire pump units are typically equipped with intelligent control cabinets, using automated control technology to achieve functions such as equipment start-up, operation monitoring, and safety protection. The control system can monitor key parameters such as engine speed, water pump pressure, fuel status, and equipment operating temperature in real time, and provide real-time data to operators through a display interface. When the fire protection system detects a fire signal or a drop in pipeline pressure, the control system can automatically start the diesel engine fire pump unit to quickly establish fire water supply pressure. In addition, the control system has multiple safety protection functions, such as engine overspeed protection, low oil pressure protection, high temperature protection, and electrical fault protection. These protective measures can take timely measures when equipment malfunctions, thereby preventing equipment damage and improving system safety. In large-scale fire protection projects, heavy-duty diesel engine fire pump units are typically used in conjunction with electric fire pumps, pressure-stabilizing pumps, and fire water tanks to form a complete fire water supply system. In this system structure, the pressure-stabilizing pump is responsible for maintaining the daily pressure of the fire pipeline network, the electric fire pump serves as the main water supply equipment, and the diesel engine fire pump serves as a backup power source. When the power system is operating normally, the electric fire pump can provide a stable water supply; when the power is interrupted or the electric equipment malfunctions, the diesel engine fire pump unit can quickly start and take over the water supply task, thereby ensuring that the fire protection system always maintains a reliable operating state. This multi-device collaborative system structure significantly improves the overall reliability of fire protection systems. In practical applications, heavy-duty diesel engine fire pump units are widely used in various large-scale engineering projects. For example, in the petrochemical industry, production facilities and tank areas typically have a high fire risk, thus requiring a stable and reliable fire water supply system to ensure safety. Diesel engine fire pump units can rapidly provide a large amount of fire-fighting water in emergencies, providing crucial support for firefighting operations. Diesel engine fire pumps also play a critical role in power facilities and energy projects, as these facilities require rapid fire control to prevent the accident from escalating. In large commercial buildings and high-rise residential projects, diesel engine fire pump units, as backup fire-fighting equipment, ensure the continued operation of the fire water supply system during power system failures, thus buying valuable time for personnel evacuation and firefighting operations. With the continuous development of fire protection technology, heavy-duty diesel engine fire pump units are also undergoing continuous technological upgrades. For example, optimizing the engine combustion system improves fuel efficiency, improving the pump hydraulic structure enhances delivery efficiency, and enabling remote monitoring and automated management through intelligent control systems. These technological advancements not only improve equipment performance but also reduce operating costs, making fire protection systems more economical while ensuring safety. Overall, heavy-duty diesel engine fire pump units play an irreplaceable role in large-scale fire pump station projects due to their powerful performance, stable and reliable operation, and independent power supply. Through proper configuration and scientific design, this equipment can maintain stable operation in various complex environments, providing a continuous and reliable water supply for fire protection systems. When a fire occurs, a stable fire water supply effectively supports firefighting operations, thereby reducing fire losses and protecting personnel and property. With the continuous expansion of urban construction and the increasing complexity of industrial facilities, heavy-duty diesel engine fire pump units will continue to play a vital role in future fire protection engineering, providing safer, more efficient, and more reliable fire water supply solutions for various building and industrial projects.