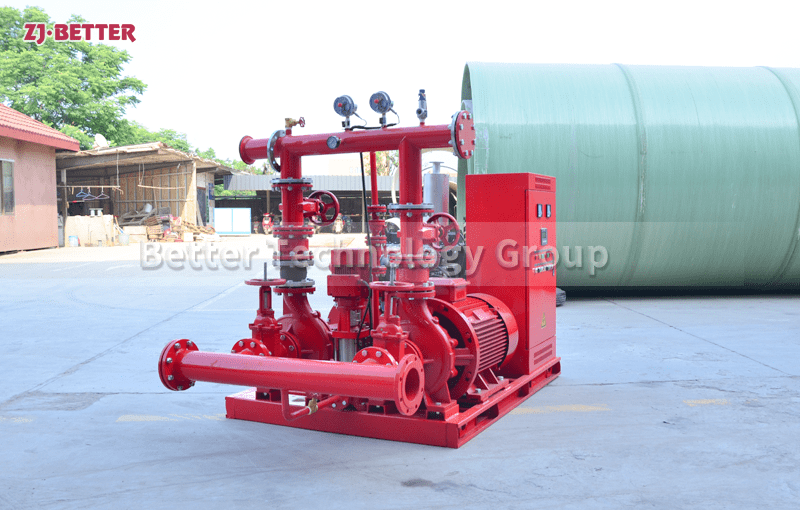
Stainless Steel Fire Pressure System for Continuous Pipeline Pressure Control
Stainless steel fire-fighting pressure stabilizing equipment has the advantages of continuous pressure stabilization, efficient pressure supply, corrosion resistance and intelligent control. It is widely used in large-scale fire protection systems and can effectively improve the pressure stability of fire protection pipelines and reduce operation and maintenance costs.
With the continuous improvement of modern building fire protection standards and the ever-increasing demands for reliability in fire protection systems from large-scale industrial projects, commercial complexes, high-rise buildings, hospitals, data centers, and warehousing and logistics bases, fire water supply systems have evolved from traditional single-mode fire extinguishing water supply to comprehensive fire protection systems integrating intelligent control, continuous pressure stabilization, energy-saving operation, and automated management. Throughout the operation of the entire fire protection system, the stability of the fire pipeline pressure directly affects the response efficiency and fire extinguishing effect of sprinkler systems, fire hydrant systems, and automatic fire extinguishing systems. If the fire pipeline is in a state of pressure fluctuation for a long time, it will not only lead to pipeline impact and equipment wear, but may also cause unstable water supply during a fire, thus affecting overall fire safety. Therefore, stainless steel fire pressure stabilizing equipment with high-efficiency pressure stabilization performance, corrosion-resistant structure, and intelligent automatic control functions has become a key component of modern fire water supply systems. This type of equipment, through high-efficiency vertical multistage pumps, stainless steel pressure stabilizing tanks, intelligent control systems, and modular structural designs, achieves precise control and stable regulation of fire pipeline pressure, providing a stable and reliable water supply guarantee for large-scale fire protection systems around the clock. One of the biggest advantages of stainless steel fire pressure stabilizing equipment is its excellent continuous pressure stabilization capability. Traditional fire-fighting water supply systems are prone to pressure drops during prolonged standby due to minor leaks in the pipeline network, temperature changes, or localized fluctuations in water usage. This leads to frequent starts of the main fire pump, increasing energy consumption and shortening equipment lifespan. Stainless steel fire-fighting pressure stabilizing equipment, however, uses highly sensitive pressure sensors and an intelligent control system to monitor pipeline pressure changes in real time. When minor pressure fluctuations occur, the stabilizing pump automatically starts to replenish pressure and automatically stops operating once the pressure returns to normal, thus maintaining a stable pressure in the fire-fighting pipeline network. This operating mode ensures the fire-fighting system has rapid response capabilities at all times and effectively reduces the frequent starts of the main fire pump, significantly improving the operational stability and lifespan of the entire fire-fighting system. High-efficiency pressure supply performance is a key technical feature of this type of equipment. Modern fire-fighting systems cover a wide area and have complex pipelines, especially in high-rise buildings and large industrial projects, where fire-fighting water supply needs to overcome high head and long delivery distances. Therefore, pressure stabilizing equipment must have excellent pressure supply capabilities. Stainless steel fire-fighting pressure stabilizing equipment typically uses a vertical multi-stage centrifugal pump structure, using multi-stage impellers to progressively increase pressure, enabling the equipment to output a stable high-pressure water flow with low energy consumption. The optimized hydraulic model and flow channel design effectively reduce internal hydraulic losses and improve overall operating efficiency. The equipment maintains stable flow and pressure output under various operating conditions, ensuring that automatic sprinkler systems, fire hydrant systems, and foam extinguishing systems are always in optimal standby condition, providing reliable protection for initial fire suppression. Corrosion resistance is one of the key advantages of stainless steel fire-fighting pressure stabilizing equipment compared to traditional carbon steel equipment. Fire-fighting water supply systems are typically located in high-humidity environments, and some projects even involve groundwater, industrial circulating water, or high-salinity environments. Ordinary metal equipment is prone to rust, scaling, and aging, affecting operating efficiency and service life. Stainless steel fire-fighting pressure stabilizing equipment uses high-quality stainless steel to manufacture key components, including pump bodies, impellers, pressure tanks, and piping components, possessing excellent corrosion and oxidation resistance. Even in high-humidity, salt spray, or complex industrial environments, the equipment can maintain stable operation for extended periods, reducing maintenance and replacement costs due to corrosion. Good corrosion resistance not only extends equipment lifespan but also ensures reliable operation of the fire-fighting system in emergencies. Energy-saving operation is also a significant advantage of stainless steel fire-fighting pressure stabilizing equipment. Large-scale fire protection systems are mostly in standby mode. If the equipment operates at high power for extended periods, it will result in significant energy consumption. Modern stainless steel fire protection pressure stabilizing equipment utilizes intelligent variable frequency control technology to automatically adjust its operating speed based on changes in pipeline pressure, achieving precise pressure supply. When the system pressure stabilizes, the equipment automatically reduces its operating frequency; when the pressure drops, it rapidly increases its output capacity. Compared to traditional constant-speed operating equipment, variable frequency control significantly reduces power consumption and mechanical wear. For large commercial buildings, industrial parks, and public facilities, the long-term energy-saving effect is very significant, helping to reduce overall operating costs and aligning with the development trends of modern green buildings and low-carbon energy conservation. Intelligent automated control functions further improve the equipment’s operating efficiency and management level. Modern fire protection systems increasingly emphasize digital and intelligent management; therefore, stainless steel fire protection pressure stabilizing equipment is typically equipped with intelligent control cabinets, touch screens, and remote monitoring modules, which can display parameters such as pressure, flow rate, current, voltage, and operating status in real time. When abnormal conditions occur, the system can automatically alarm and activate protection programs, effectively preventing malfunctions such as overload, water shortage, overheating, or idling. Some devices also support network communication, enabling remote data transmission and centralized management with the building’s fire control center. This allows maintenance personnel to monitor equipment status and diagnose faults in real time. Intelligent management not only improves system safety but also reduces manual inspection workload. Rapid response performance is crucial for fire protection systems. The initial stage of a fire is often critical for controlling its spread; therefore, fire water supply systems must be able to quickly establish stable pressure. Stainless steel fire pressure stabilizing equipment employs highly sensitive pressure detection technology and a rapid-start control system. When the pipeline pressure drops abnormally, the equipment can automatically start and replenish pressure in a very short time. Stable pressure output ensures timely water spraying from sprinkler heads, rapid water supply from fire hydrants, and rapid activation of the fire extinguishing system, thereby improving overall fire extinguishing efficiency. Compared to traditional equipment, modern stainless steel pressure stabilizing equipment starts more smoothly, reducing the impact on the power grid and pipeline system, effectively improving overall system reliability. Modular structural design improves equipment installation and maintenance efficiency. Stainless steel fire pressure stabilizing equipment typically integrates the water pump, pressure tank, control cabinet, and pipeline system onto a unified base platform, resulting in a compact structure, small footprint, and suitability for different types of pump room installations. The equipment undergoes comprehensive testing and commissioning before leaving the factory, requiring only power and piping connections for rapid operation on-site, significantly shortening the installation cycle. The modular design also facilitates later maintenance and component replacement, allowing maintenance personnel to quickly disassemble key components for repair, reducing downtime and improving maintenance efficiency. A stable structural layout and high-quality manufacturing processes effectively reduce operating vibration and noise, making the equipment more suitable for modern commercial and public building environments. Safety protection functions are also a crucial component of stainless steel fire-fighting pressure stabilizing equipment. The equipment typically features multiple safety mechanisms, including phase loss protection, overcurrent protection, overvoltage protection, low-voltage alarm, and automatic switching, enabling timely protective measures in abnormal situations to prevent equipment damage. Some systems also support dual-pump or multi-pump standby modes; when the main equipment fails, the standby equipment automatically activates, ensuring uninterrupted water supply to the fire protection system. This high-reliability design is particularly important for large-scale industrial projects and critical infrastructure, effectively improving the overall safety level of the fire protection system. Stainless steel fire-fighting pressure stabilizing equipment is widely used in various fire protection projects, including high-rise residential buildings, commercial complexes, industrial parks, hospitals, schools, data centers, warehousing and logistics bases, airports, subway stations, and large public buildings. In these scenarios, the equipment not only maintains stable pressure in the fire protection network but also significantly reduces system operating energy consumption and maintenance costs. With the continuous development of smart fire protection and green building concepts, stainless steel fire protection pressure stabilizing equipment is also continuously upgrading towards greater intelligence, higher efficiency, and lower energy consumption, and will play an even more important role in modern fire protection water supply systems in the future. Overall, stainless steel fire protection pressure stabilizing equipment, with its multiple advantages such as continuous pressure stabilization, efficient pressure supply, corrosion resistance, intelligent control, energy-saving operation, and safety and reliability, effectively enhances the continuous pressure control capability of the fire protection network, providing a more stable, safe, and efficient water supply solution for modern building and industrial fire protection systems, while also laying a solid foundation for the long-term stable operation of large-scale fire protection projects.