Energy Efficient Fire Pump for Reduced System Energy Consumption
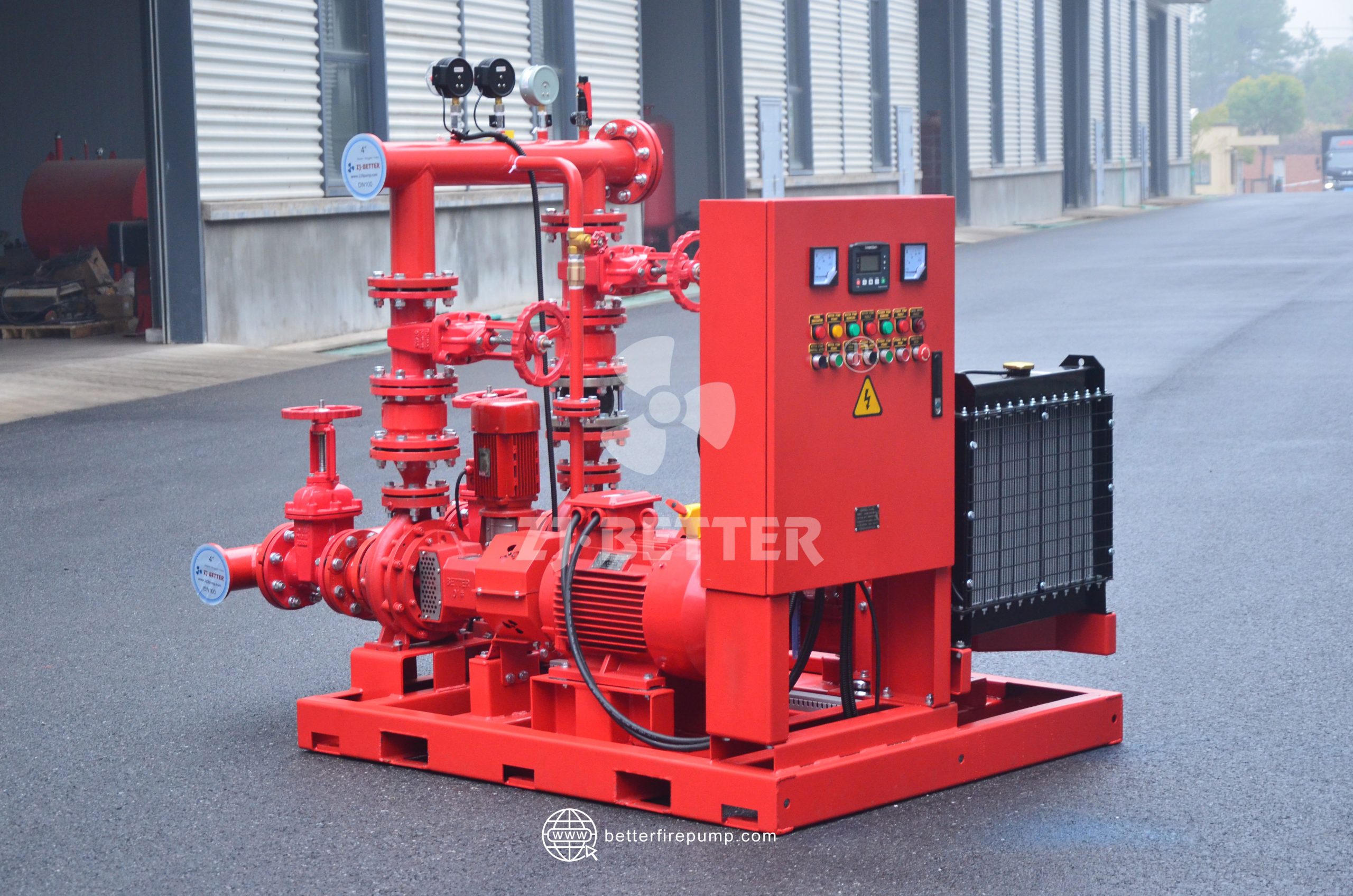
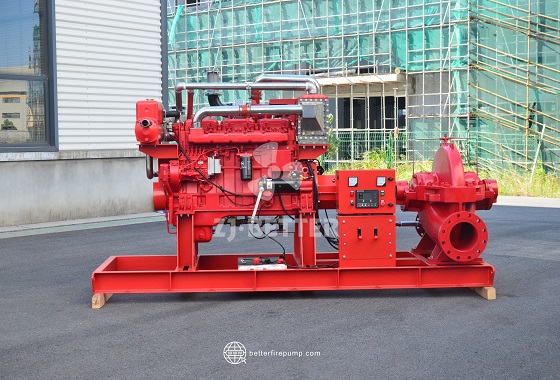
Energy-saving fire pumps have advantages such as high-efficiency water delivery, intelligent frequency conversion control, stable pressure supply and low energy consumption. They are widely used in large-scale fire protection systems, effectively reducing operating costs and improving the safety and stability of fire water supply.
With the continuous expansion of modern building scale and the constant improvement of industrial fire protection standards, large-scale fire protection systems place higher demands on the stability, reliability, and energy efficiency of water supply equipment. Especially in projects such as high-rise buildings, commercial complexes, industrial parks, warehousing and logistics centers, data centers, transportation hubs, and large public infrastructure, fire water supply systems often need to operate in a standby state for extended periods and rapidly deploy at high loads during fires. Therefore, fire pump equipment not only needs to possess rapid response and stable pressure supply capabilities but must also meet modern engineering requirements such as low energy consumption, long lifespan, and intelligent operation management. Against this industry backdrop, energy-saving fire pump equipment has gradually become an important development direction for modern fire water supply systems. This type of equipment, through advanced hydraulic design, high-efficiency drive systems, intelligent control technology, and optimized structural layout, significantly reduces operating energy consumption and equipment wear while ensuring stable water supply to the fire protection system, providing a more economical, efficient, and reliable solution for large-scale fire protection systems. One of the most significant advantages of energy-saving fire pump equipment is its high-efficiency water delivery performance. Traditional fire pumps often suffer from significant hydraulic losses, low efficiency, and serious energy waste during operation. Energy-saving fire pumps, however, significantly improve hydraulic conversion efficiency by optimizing impeller structure, flow channel design, and internal fluid paths. The equipment employs an advanced fluid dynamics model design, resulting in smoother water flow within the pump body, thus reducing turbulence and energy loss. This high-efficiency design allows the equipment to consume less energy under the same flow rate and head conditions, achieving higher water supply efficiency. For large-scale fire protection systems, this efficient water delivery capacity not only ensures the rapid establishment of stable water pressure during a fire but also effectively reduces the energy costs associated with long-term standby operation. Intelligent variable frequency control technology is a crucial core element for achieving low-energy operation in energy-saving fire pump equipment. Traditional fire water supply systems typically operate at a fixed frequency, maintaining full power even under low system loads, leading to energy waste. Modern energy-saving fire pump equipment utilizes an advanced variable frequency control system that automatically adjusts the operating frequency based on changes in fire pipeline pressure and actual water supply demand. When the system is in a low-load standby state, the equipment automatically reduces its operating power; when pressure demand increases, it quickly increases its output capacity to achieve precise pressure supply. Through dynamic adjustment of operating status, the equipment can always operate within its optimal efficiency range, reducing not only power consumption but also effectively reducing mechanical wear. Especially in large-scale building and industrial projects, the long-term energy cost savings are considerable. Stable and continuous pressure supply capability is a crucial performance advantage of energy-saving fire pump equipment. Fire protection systems require water supply equipment to maintain stable pressure output under all conditions, ensuring that sprinkler systems, fire hydrant systems, and foam extinguishing systems can operate normally at any time. Energy-saving fire pump equipment uses an intelligent pressure monitoring system to detect changes in pipeline pressure in real time and automatically adjusts its operating status to avoid unstable water supply due to pressure fluctuations. The equipment can continuously maintain the fire pipeline network in a stable standby state under low energy consumption conditions and quickly increase the water supply pressure when a fire occurs, ensuring that the fire protection system can be put into operation immediately. Stable pressure supply capability not only improves fire extinguishing efficiency but also reduces pipeline impact and equipment fatigue wear, thereby extending the overall service life of the system. Rapid response capability is an indispensable and important characteristic of modern fire protection equipment. The initial stage of a fire is crucial for controlling its spread; therefore, the fire-fighting water supply system must establish effective pressure within a very short time. Energy-efficient fire pumps employ a highly sensitive control system and a fast-start motor, enabling them to quickly activate upon receiving a pressure drop or fire alarm signal and rapidly reach the designed flow rate and head requirements. Compared to traditional equipment, energy-efficient fire pumps start more smoothly, avoiding the impact on the power grid and pipeline network during startup, while also reducing energy loss due to starting current. This rapid and stable response significantly improves the overall operational efficiency of the fire protection system, providing a more reliable guarantee for building fire safety. A highly reliable structural design further enhances the operational stability of the energy-efficient fire pumps. Equipment in large fire protection systems is mostly in standby mode, but must be able to be immediately deployed in emergencies; therefore, equipment quality and stability are paramount. Energy-efficient fire pumps are manufactured using high-strength metal structures and wear-resistant materials, with key components precision-machined and dynamically balanced to effectively reduce vibration and noise. Reinforced bearing structures and high-quality mechanical seal systems reduce frictional losses and prevent leakage. The motor employs a high-efficiency industrial-grade drive system, possessing excellent heat dissipation performance and continuous operation capability, maintaining stable operation even under prolonged high-load conditions. This high-reliability design not only improves equipment operational safety but also reduces subsequent maintenance costs. Intelligent automated management is a crucial development direction for energy-saving fire pump equipment. Modern fire protection engineering increasingly emphasizes digital and intelligent management; therefore, energy-saving fire pumps are typically equipped with intelligent control cabinets, touch display systems, and remote communication modules, enabling real-time monitoring of equipment operating parameters, pressure status, current, voltage, and fault information. When system anomalies occur, the equipment can automatically alarm and activate protection programs, effectively preventing overload, overheating, or dry-running malfunctions. Some equipment also supports network control, enabling data sharing and remote monitoring with the building’s fire control center, improving the overall management efficiency of the fire protection system. Intelligent management not only enhances equipment operational safety but also helps optimize energy efficiency, achieving more scientific operational control. Energy-saving fire pump equipment also demonstrates excellent environmental adaptability. Large industrial and commercial projects often present complex environments such as high temperature, high humidity, dust, or corrosive gases, placing high demands on the stable operation of the equipment. Energy-saving fire pumps utilize anti-corrosion coatings and high-temperature resistant materials, effectively enhancing their environmental adaptability. The electrical control system boasts excellent protection levels, ensuring long-term stable operation in diverse environments. Even under harsh conditions, the equipment maintains stable water supply performance, providing reliable support for fire protection systems. Installation flexibility and ease of maintenance are also significant advantages of energy-saving fire pumps. Adopting a modular design, the pump body, motor, control cabinet, and piping system are integrated onto a unified base platform, reducing footprint and improving installation efficiency. Complete testing and commissioning are performed before leaving the factory, allowing for rapid deployment upon arrival at the site with only power and piping connections, significantly shortening the construction cycle. The rational structural layout facilitates inspection and maintenance, reducing maintenance difficulty and downtime. Some models also support predictive maintenance, using data analysis to proactively identify potential faults, thereby improving long-term operational reliability. Energy-saving fire pumps are widely used in various fire protection projects, including high-rise buildings, commercial centers, industrial parks, warehousing and logistics bases, hospitals, schools, airports, subway stations, and large public buildings. In these scenarios, the equipment not only meets the stable water supply needs of fire protection systems but also effectively reduces long-term energy consumption and operating costs. With the continuous advancement of green building concepts and the trend of low-carbon economic development, energy-saving fire pump equipment will occupy an increasingly important position in the future fire protection industry. Overall, energy-saving fire pump equipment, with its multiple advantages such as high-efficiency water delivery, intelligent frequency conversion control, stable and continuous pressure supply, rapid response, high reliability, and intelligent automated management, effectively reduces the operating energy consumption of large-scale fire protection systems while improving the overall operating efficiency and safety assurance capabilities of fire water supply systems, providing more efficient and reliable fire protection solutions for modern buildings and industrial facilities.