High-Efficiency Pressure Maintenance Water Supply Units Enhance Fire Protection Reliability in Large Buildings
High-Efficiency Pressure Maintenance Water Supply Units enhance fire protection reliability in large buildings through automatic pressure stabilization, intelligent control, rapid response capability, energy-efficient operation, and continuous water supply support. Ideal for high-rise buildings, commercial complexes, hospitals, schools, industrial facilities, data centers, airports, and modern fire protection engineering projects requiring dependable fire water management systems.
With the rapid development of modern urban construction, the number of large-scale building projects, such as high-rise buildings, super high-rise buildings, large commercial complexes, hospitals, schools, hotels, convention centers, data centers, and industrial parks, continues to increase. Fire safety has become one of the most important components of building design and operation management. For large buildings, fire protection systems not only need to have complete fire extinguishing facilities, but also a stable and reliable fire water supply system. As a vital lifeline during a fire, the operation of the fire water supply system directly affects whether the sprinkler system, fire hydrant system, and other fire protection facilities can function effectively in critical moments. High-efficiency pressure-stabilizing water supply units, as one of the core devices in modern fire protection systems, provide all-weather fire water supply for large buildings by continuously maintaining pipeline pressure, automatically replenishing pressure, intelligent control management, and energy-efficient operation, significantly improving the overall reliability and safety level of the fire protection system.
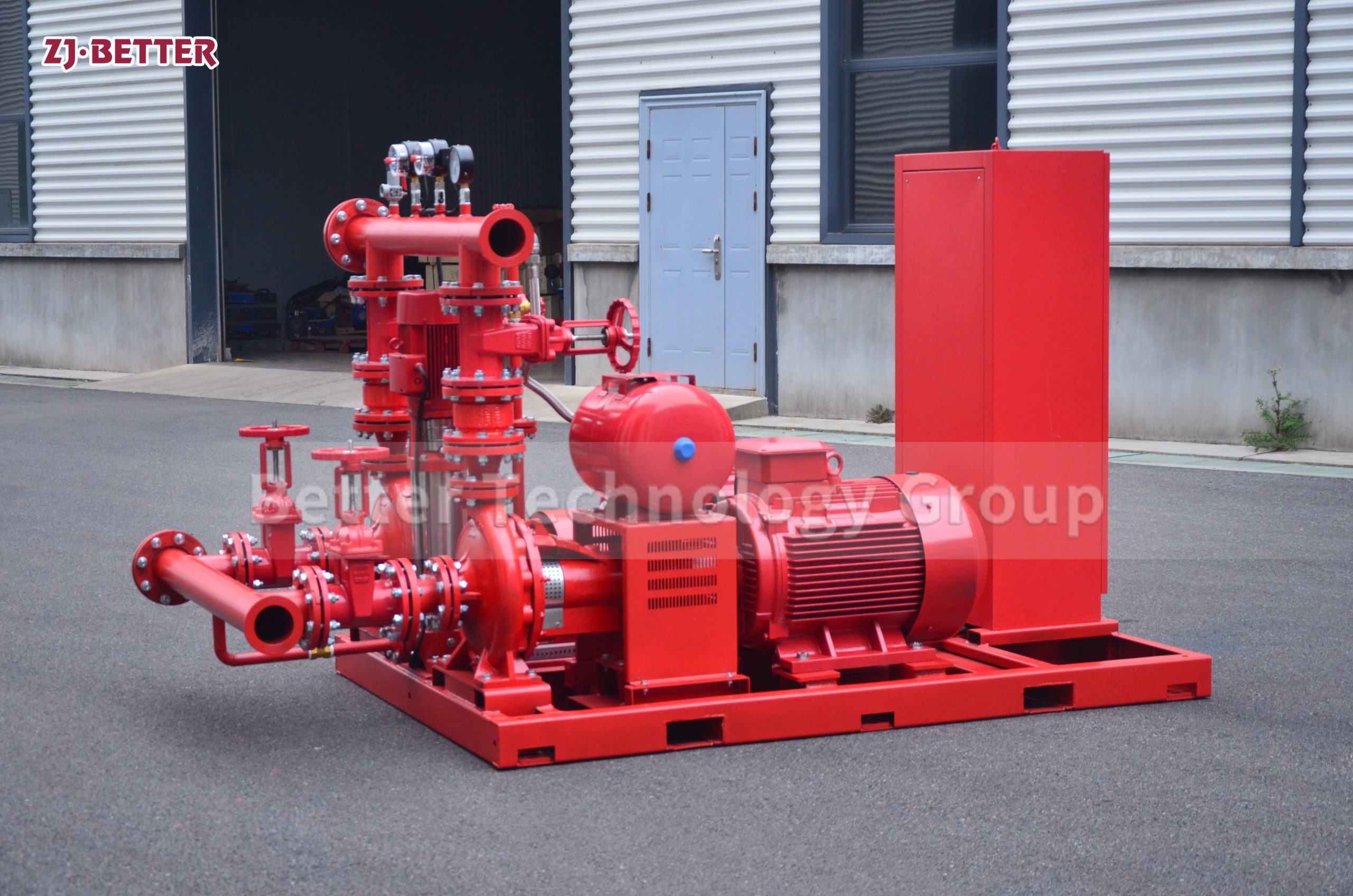
High-efficiency pressure-stabilizing water supply units are integrated fire protection equipment that combines a main fire pump, a pressure-stabilizing pump, a pressure tank, an intelligent control cabinet, a pressure monitoring device, and piping components. Its main function is to automatically maintain stable pressure in the fire protection network during standby mode, preventing fire equipment failure due to pressure drops, and rapidly restoring pressure and flow during fires or system water usage emergencies, ensuring fire protection facilities can be operational immediately. Compared to traditional water supply equipment, pressure-stabilizing water supply units not only effectively solve pressure fluctuation problems but also reduce mechanical wear caused by frequent equipment starts, improving the overall operational efficiency and lifespan of the fire protection system.
In large-scale building projects, fire protection networks typically cover a wide area, have numerous branches, and span large floors. The pressure within the pipes is affected by factors such as ambient temperature changes, valve operation, minor leaks, and routine testing. If the system pressure remains unstable for a prolonged period, it will directly impact the standby capability of fire protection facilities. High-efficiency pressure-stabilizing water supply units monitor the network status in real time using high-precision pressure sensors. When the pressure falls below a set value, a pressure-stabilizing pump automatically starts to replenish the pressure; when the pressure returns to the set range, it automatically stops operating, thus maintaining the fire protection network in optimal working condition at all times. This automatic pressure stabilization function significantly improves the reliability of the fire protection system, ensuring that fire protection facilities can be immediately deployed in critical situations.
Automated operation is one of the key features of modern pressure-stabilized water supply units. The equipment employs an advanced intelligent control system, utilizing a digital management platform to achieve multiple functions such as pressure monitoring, automatic start/stop, fault alarms, and operation recording. The entire system can operate automatically around the clock without frequent manual intervention. When the pressure in the fire protection network changes, the control system can respond quickly and execute corresponding control commands, ensuring the water supply system remains in a safe and stable state. Automated control not only improves equipment operating efficiency but also reduces the workload of management personnel and the risks associated with human error.
High-efficiency pressure-stabilized water supply units can significantly enhance the responsiveness of fire protection systems in large buildings. After a fire breaks out, automatic sprinkler systems and fire hydrant systems need sufficient water supply support within a very short time. Insufficient network pressure or a slow water supply response will affect firefighting effectiveness and may lead to the spread of the fire. Pressure-stabilized water supply units, through continuously maintaining system pressure and a rapid pressure replenishment mechanism, keep the fire protection system in optimal standby condition at all times. When fire protection facilities are activated, the system can immediately provide a stable water supply, buying valuable time for firefighting operations and thus improving the overall level of fire safety.
Stable pressure output is one of the core technological advantages of pressure-stabilized water supply units. Large buildings typically have high floors and complex pipe networks, making them prone to pressure decay during water supply. High-efficiency pressure-stabilized water supply units utilize an optimized pump structure and high-performance drive system to achieve precise pressure control and stable flow output. Whether it’s an automatic sprinkler system in a high-rise area or a remotely distributed fire hydrant system, it provides balanced and reliable water supply support, ensuring that fire-fighting equipment can achieve optimal fire-fighting effectiveness in any location.
Energy efficiency is a crucial direction for the development of modern fire-fighting equipment. Although fire-fighting systems are primarily used in emergency situations, energy consumption must also be considered during routine standby and testing. High-efficiency pressure-stabilized water supply units employ intelligent start-stop control technology and a high-efficiency pump design, automatically adjusting operating status according to actual pressure demand to avoid unnecessary energy waste. Compared to traditional continuous operation, this significantly reduces power consumption and operating costs, creating greater economic value for building projects.
The application of pressure tank technology further improves system operating efficiency. Pressure tanks can store a certain capacity of pressurized water, prioritizing the use of stored pressure to compensate for minor changes in pipeline pressure, thereby reducing the frequency of pressure-stabilizing pump starts. This not only reduces equipment wear but also extends the service life of motors and pump sets. Simultaneously, pressure tanks can absorb pressure fluctuations and water hammer effects within the system, improving the overall operational stability of the fire-fighting water supply system.
Reliability is one of the most important performance indicators for fire-fighting equipment. High-efficiency pressure-stabilizing water supply units utilize industrial-grade core components and high-standard manufacturing processes. Key components undergo rigorous quality testing and durability testing, enabling them to withstand long-term continuous standby and frequent start-stop conditions. The equipment possesses excellent environmental adaptability, maintaining stable operation even in high-temperature, high-humidity, dusty, and complex building environments. For large buildings, this reliability ensures that the fire-fighting system has sufficient water supply capability at all times.
Intelligent monitoring functions make equipment management more convenient and efficient. Modern pressure-stabilizing water supply units are typically equipped with digital display interfaces and remote communication interfaces, which can display system pressure, motor operating status, equipment operating time, and alarm information in real time. Management personnel can monitor equipment operation in real time through the control cabinet or remote platform, and adjust parameters and perform maintenance management as needed. When equipment malfunctions, the system automatically issues audible and visual alarms and records fault information, providing a basis for rapid troubleshooting and problem-solving.
Modular design is a key development trend in modern fire protection equipment. The high-efficiency pressure-stabilizing water supply unit adopts an integrated structural design, unifying the installation of all functional modules on a common base, achieving equipment integration and standardization. The equipment undergoes overall assembly and performance testing before leaving the factory; upon arrival at the site, only piping and power connections are required for immediate use, significantly shortening the installation cycle and reducing construction costs. Modular design also facilitates later maintenance and equipment upgrades, improving the overall operation and maintenance efficiency of the project.
From an application perspective, the high-efficiency pressure-stabilizing water supply unit is widely used in various large-scale buildings and engineering projects. In high-rise residential and super high-rise buildings, the equipment ensures stable fire-fighting water supply in high-rise areas; in commercial complexes and shopping malls, it meets the continuous operation requirements of complex fire protection networks; in public buildings such as hospitals and schools, it provides reliable fire protection for densely populated areas; in data center and communication facility projects, it provides security for critical equipment and information assets; and in industrial parks and manufacturing plants, it supports the stable operation of large-area fire protection systems. Furthermore, airports, ports, convention centers, and municipal infrastructure projects are also important application areas for pressure-stabilized water supply units.
With the continuous development of smart building and smart fire protection concepts, high-efficiency pressure-stabilized water supply units are continuously upgrading towards digitalization and intelligence. Future equipment will further integrate IoT technology, cloud platform monitoring systems, big data analysis, and remote operation and maintenance management functions to achieve real-time monitoring of equipment status and predictive maintenance. By analyzing historical operating data, the system can proactively identify potential fault risks and formulate maintenance plans, thereby further improving equipment reliability and reducing operating costs. Simultaneously, intelligent linkage functions can achieve seamless connection with building fire control centers, providing important support for the construction of modern smart fire protection systems.
From a long-term operational perspective, high-efficiency pressure-stabilizing water supply units not only improve the safety of fire protection systems but also reduce overall operation and maintenance costs. High-efficiency operation modes reduce energy consumption, automated management reduces the need for manual maintenance, reliable structural design extends equipment lifespan, and modular maintenance reduces downtime. For operators of large buildings, these advantages enable them to create greater economic benefits while ensuring fire safety, achieving the dual goals of safety and cost control.
Overall, high-efficiency pressure-stabilizing water supply units, with their automatic pressure stabilization control, rapid response capability, stable pressure output, high-efficiency energy-saving operation, intelligent monitoring and management, and superior reliability, have become indispensable equipment in modern large-scale building fire protection systems. By continuously maintaining the optimal operating condition of the fire protection network, this equipment can significantly improve the overall reliability and fire suppression response capability of the fire protection system, providing 24/7 fire water supply for high-rise buildings, commercial complexes, industrial parks, hospitals, schools, and various large public facilities. With the continuous improvement of global building fire protection standards and the ongoing development of smart fire protection technologies, high-efficiency pressure-stabilizing water supply units will play an even more important role in the future of fire protection engineering, building a safer, more efficient, and more reliable fire protection system for modern buildings.