High Performance Centrifugal Fire Pump for High Flow Water Supply
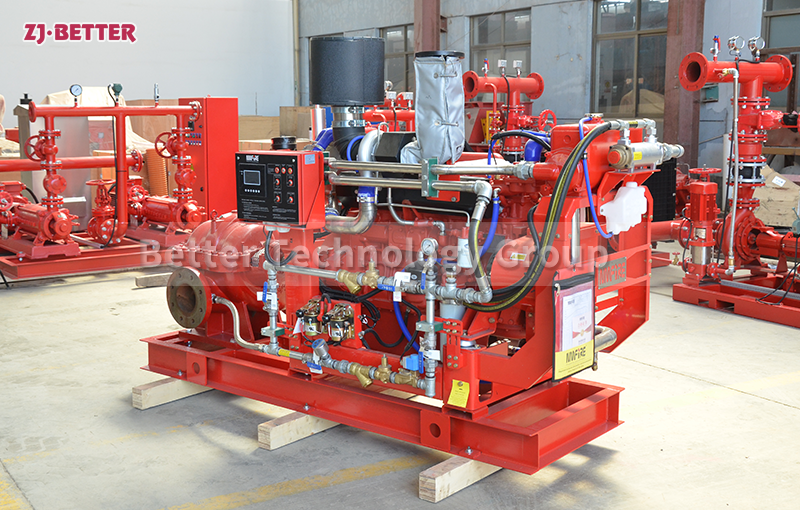
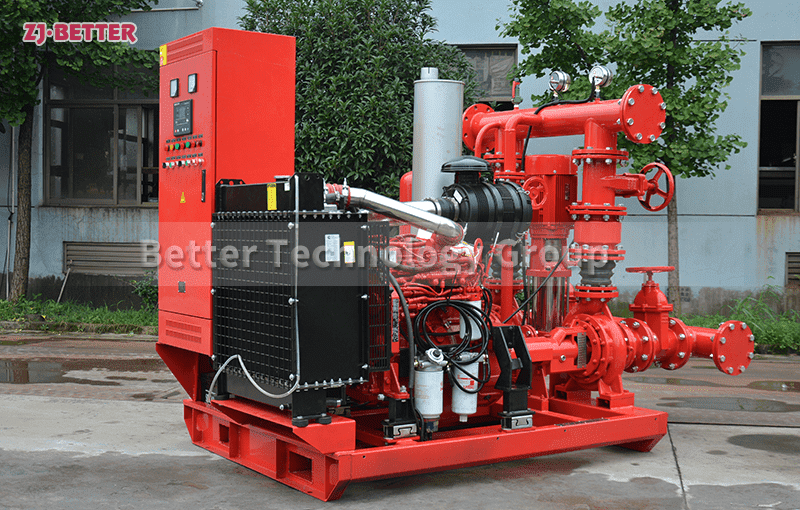
High performance centrifugal fire pump designed for high-flow water supply in demanding fire protection applications. Features efficient hydraulic design, stable pressure output, durable construction, and reliable continuous operation, ideal for industrial facilities, warehouses, commercial buildings, and municipal fire systems.
High-performance centrifugal fire pumps—equipment designed to meet high-flow water supply demands—represent a critical core component engineered for modern fire protection projects and industrial water supply systems. Distinguished by their exceptional hydraulic performance and stable operational capabilities, these pumps play a vital role across a wide spectrum of fire-fighting scenarios. They are particularly well-suited for applications requiring high flow rates, high discharge heads, and continuous water supply capabilities—such as large-scale industrial complexes, warehousing and logistics centers, commercial complexes, high-rise buildings, and municipal fire protection networks. By integrating advanced centrifugal pump structural designs with high-efficiency motor drive systems, this equipment achieves the objective of consistently delivering high-volume water flows, even under complex operating conditions, thereby providing reliable hydraulic support for fire protection systems. In terms of structural design, these high-performance centrifugal fire pumps typically feature a horizontal layout supported by a robust base structure, ensuring excellent stability and seismic resistance during operation. This design not only helps to minimize vibration and noise but also contributes to extending the overall service life of the equipment; furthermore, its compact footprint facilitates easier installation, allowing the unit to adapt effectively to the spatial constraints of diverse engineering projects. Regarding the core pump body, the equipment is manufactured using high-strength cast iron or premium-grade stainless steel, endowing it with superior pressure resistance and corrosion resistance—even when subjected to prolonged exposure… It maintains excellent operational status even under challenging water source conditions or in complex environments, thereby preventing performance degradation caused by material aging or corrosion. In terms of hydraulic design, the equipment features precise optimization of the impeller and flow channels, creating a smoother flow path within the pump body; this minimizes hydraulic losses and enhances overall efficiency. This optimized design enables the equipment to achieve higher flow rates with lower energy consumption, making it particularly well-suited for firefighting scenarios that require the rapid establishment of substantial water supply capacity. Regarding its power system, this centrifugal fire pump is typically driven by a high-efficiency electric motor. The motor is characterized by rapid startup, smooth operation, and ease of maintenance, allowing it to respond instantly to fire emergencies and quickly reach its rated operating state, thereby providing timely and effective water supply support to the firefighting system. Furthermore, the motor incorporates high-grade insulation and protective features, enabling it to withstand complex industrial environments—such as those involving high humidity, high temperatures, or dust—and ensuring the equipment’s long-term, stable operation. In terms of continuous operational capability, the equipment utilizes an optimized heat dissipation structure and a high-efficiency cooling system to ensure the motor maintains a stable temperature even during prolonged, high-load operation, thereby preventing performance degradation or equipment damage caused by overheating. Additionally, its bearing system features a precision design and high-quality lubrication treatment, enabling it to effectively… It minimizes frictional losses, thereby enhancing operational efficiency and extending equipment lifespan. Regarding control systems, this high-performance centrifugal fire pump unit typically supports automated control functions, enabling seamless integration with fire alarm and control systems. It is capable of automatic activation—triggered by a drop in pipeline pressure or the detection of a fire signal—thereby significantly reducing response times and bolstering system reliability. Furthermore, the system features operational status monitoring and fault alarm capabilities, providing real-time feedback on equipment operating parameters to assist maintenance personnel in promptly identifying and addressing potential issues. In terms of safety performance, the unit incorporates multiple protective mechanisms—including overload, overcurrent, phase-loss, and motor overheat protection—which automatically engage under abnormal operating conditions to prevent equipment damage and ensure safe system operation. Regarding installation and maintenance, the unit adheres to a standardized design philosophy with uniform interface dimensions, facilitating rapid integration with existing fire protection infrastructure. Additionally, its logical structural layout ensures that key components are easily accessible for removal and replacement, rendering routine maintenance tasks more efficient and convenient, thereby reducing maintenance costs and minimizing downtime. In terms of application scope, this high-performance centrifugal fire pump unit is not limited to fire protection systems; it also finds extensive application across various sectors, including industrial water supply, agricultural irrigation, and municipal water distribution. Its… Its multifunctional capabilities enable it to meet water supply demands across a variety of scenarios. In terms of energy efficiency—achieved through optimized hydraulic design and the integration of high-efficiency motors—this equipment effectively reduces energy consumption while maintaining high flow output, thereby aligning with the modern industrial requirements for energy conservation and environmental protection. In practical applications, the equipment is capable of rapidly establishing a robust water supply capacity in the event of a fire; by delivering a high-volume flow, it provides an ample water source for sprinkler systems and fire hydrants, thereby effectively controlling the blaze and minimizing losses. Its stable operational performance ensures an uninterrupted water supply throughout prolonged firefighting operations, offering continuous and reliable support to firefighting personnel. Overall, this high-performance centrifugal fire pump equipment—distinguished by its exceptional flow output capabilities, stable operational performance, and reliable structural design—stands as an indispensable and critical component within modern fire protection systems. It offers significant advantages in terms of enhancing system efficiency, ensuring water supply stability, and reducing operational costs. As technology continues to advance, this class of equipment will undergo continuous upgrades in the areas of intelligence, energy efficiency, and operational optimization. Through ongoing refinement and innovation, it will provide increasingly advanced and reliable solutions for future fire protection engineering projects, continuing to play a pivotal role in various demanding application environments while offering solid and dependable technical support for the safeguarding of life and property.