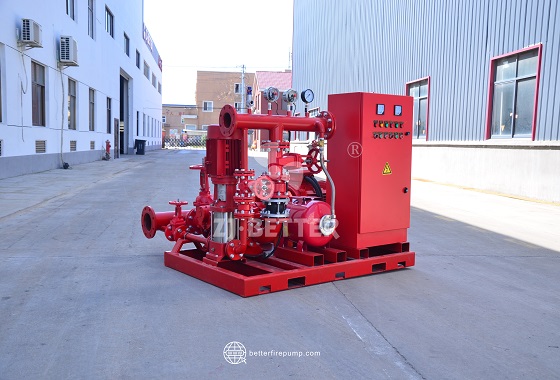
Integrated Diesel Fire Pump Unit for Reliable Water Supply in Large Facilities
Our high-efficiency and durable fire pump solutions feature stable pressure output, strong flow performance, excellent corrosion resistance, and intelligent monitoring capabilities. They are suitable for industrial, commercial, and municipal fire protection systems, providing reliable protection for various fire extinguishing applications and improving overall fire safety.
Modern fire protection systems, facing ever-increasing building scale and complex environments, require a core power device capable of maintaining stable output and ensuring fire extinguishing efficiency during critical moments. High-performance fire pumps are a crucial component of the entire fire extinguishing water supply system. Whether in industrial plants, commercial complexes, high-rise buildings, warehousing and logistics centers, energy bases, underground parking lots, or large public facilities, their role is not only to rapidly transport water from pools, tanks, or municipal water supply systems to the fire extinguishing network, but also to ensure a continuous high-pressure water supply for the fire extinguishing system in emergency situations. As modern engineering demands increasingly higher levels of safety, reliability, and life-cycle cost, the new generation of fire pumps has undergone comprehensive upgrades in structural design, material selection, power transmission methods, sealing technology, and intelligent protection and control systems to adapt to more demanding working environments and high-intensity operational requirements. Their built-in high-efficiency hydraulic model, through precise calculations and multiple experimental optimizations, achieves the optimal balance between flow rate, head, and efficiency, maintaining a stable flow rate without significant fluctuations even under high-pressure delivery conditions. This provides a powerful and reliable hydraulic drive for various fire extinguishing devices such as sprinkler systems, fire hydrant systems, and foam extinguishing systems. Meanwhile, the pump body is made of corrosion-resistant and high-pressure-resistant metal materials. Precision casting and multiple strengthening processes ensure that the equipment will not experience stress cracks, corrosion perforation, or other safety risks during long-term operation. A high-precision mechanical seal effectively prevents leakage, reduces maintenance needs, and improves system safety. To meet the installation and operating conditions of different scenarios, fire pumps can be selected in various forms, such as horizontal, vertical, self-priming, and double-suction structures, depending on the water source location and pipeline layout. This makes system construction more flexible, easier to adapt to installation space, and also improves overall stability. Its power system is usually driven by an electric motor, but in critical areas, a diesel engine drive can be selected to ensure continuous operation in the event of a power outage or power failure. This redundancy design further enhances the system’s reliability under extreme conditions. In addition, the pump set is equipped with an intelligent control system that can monitor key parameters such as water pressure, flow rate, current, temperature, and pump speed in real time. When equipment abnormalities occur or load changes, it can automatically adjust the operating status. It also has multiple functions such as automatic start, manual control, and timed inspection, enabling the fire protection system to maintain high sensitivity and high response efficiency even when unattended. Advanced protection systems can immediately alarm or automatically shut down in cases of dry running, overload, phase loss, overheating, and abnormal pressure, effectively preventing equipment damage and extending service life. The performance advantages of fire pumps in practical applications far surpass those of traditional equipment. Their rapid response capability is reflected in their instantaneous start-up speed upon receiving a command and their ability to quickly establish rated pressure, enabling effective control of initial fires in the shortest possible time. High efficiency and energy saving are not only reflected in the optimized hydraulic model but also in the low-loss design of the power transmission system, reducing energy consumption while improving work efficiency and significantly reducing operating costs over long periods. It also possesses extremely high operational stability, maintaining continuous high-pressure water supply even under complex conditions such as high temperature, high humidity, water sources containing impurities, and long-distance water transport, without performance degradation due to vibration, cavitation, or component fatigue. High-strength bearing structures and advanced impeller design effectively reduce mechanical wear, ensuring stable operation even under high load conditions. Furthermore, fire pumps are highly versatile, adaptable not only to clean water but also to water sources containing trace impurities. They can even provide stable mixing pressure when used with foam systems, greatly expanding their application range in various fire suppression systems. For ease of use in various projects, the equipment is rationally designed in terms of pipe interface settings, maintenance space provision, and pump body disassembly and assembly structure, making routine maintenance and parts replacement easier and faster for users, requiring no complex tools to complete most maintenance work. Each pump set undergoes rigorous performance testing before leaving the factory, including flow rate testing, head testing, pressure stability testing, continuous operation testing, and durability testing, ensuring that each unit meets stable, reliable, and safe application standards. In various scenarios where fire safety is paramount, this fire pump, with its powerful output, consistent pressure control, excellent durability, and ability to adapt to various harsh working conditions, has become an indispensable safety guarantee for modern buildings and industrial facilities. Through rigorous standardized manufacturing and continuous optimization in engineering applications, it helps users build an efficient, stable, and reliable fire suppression system, providing a solid guarantee for personnel safety, property safety, and operational stability. Whether in high-temperature environments, low-temperature climates, outdoor construction, underground projects, coastal areas, or highly polluted areas, it consistently demonstrates superior performance, becoming a key force in responding to fire threats. Its outstanding overall performance not only enables fire suppression systems to have faster fire suppression response capabilities but also reduces the total life-cycle operating costs, making it the preferred power equipment in modern engineering fire protection design, providing long-term safety protection for various locations with its professional and reliable quality.