High-Performance Diesel-Driven Fire Pump: Fire Water Supply System for Off-Grid Areas
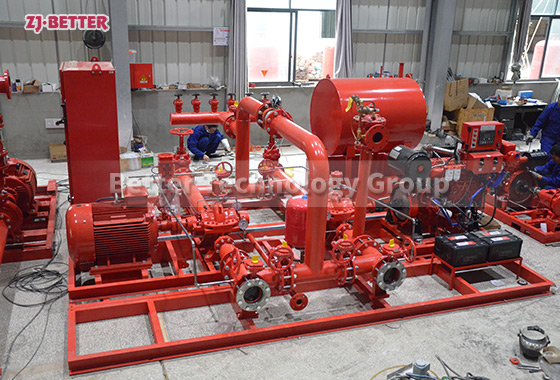
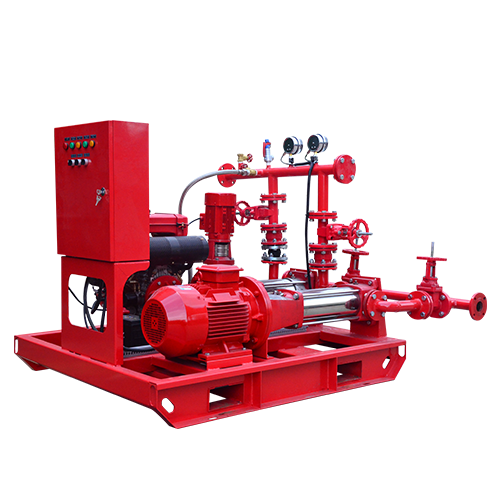
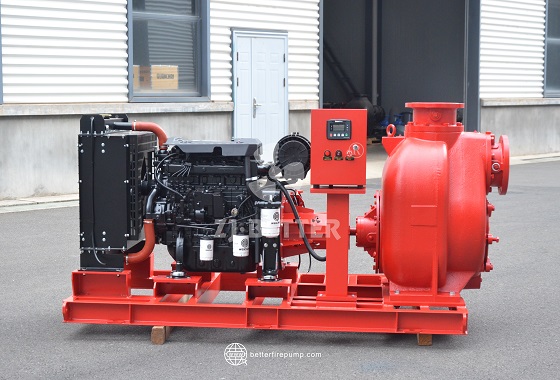
This high-performance diesel-driven fire pump is a standalone firefighting device designed specifically for areas without electricity and emergency water supply. It offers high efficiency, stability, energy efficiency, and safety. Its high-lift centrifugal structure and intelligent control system ensure stable operation during power outages and extreme conditions, ensuring continuous firefighting water supply. Suitable for use in factories, oil depots, docks, mining areas, and other locations, it provides reliable fire protection and excellent operational performance.
High-performance diesel-driven fire pumps are highly effective firefighting equipment designed for areas without electricity and in emergency water supply environments. Powered by a diesel engine, they offer robust independent operation and can remain operational during power outages or power outages, providing continuous fire protection in critical locations. These fire pumps are widely used in locations without or with unstable power supply, such as factories, storage bases, docks, mining areas, petrochemical facilities, airports, and remote areas. Designed with reliability, safety, independence, and efficiency in mind, they ensure rapid startup and stable water supply in any emergency. These units typically consist of a diesel engine, centrifugal pump, control system, coupling, baseplate, fuel system, cooling system, and silencer. They feature a compact design, stable operation, easy installation and maintenance, and a long service life. Compared to electric fire pumps, diesel-driven pumps offer a significant advantage in their independence and robustness. They do not rely on the power grid and can operate at any time as long as there is sufficient fuel. Especially in the event of a fire-related power outage, diesel fire pumps can still provide strong and stable water pressure, effectively ensuring a continuous water supply to the firefighting system. In terms of performance, the high-performance diesel-driven fire pump utilizes an energy-efficient multi-stage centrifugal structure, offering high flow, high head, and high efficiency, enabling it to quickly build the required water pressure for firefighting systems. Its core components are constructed from high-strength alloys and precision-machined to ensure stable performance under high loads and long periods of operation. The pump body, impeller, and shaft seal are treated with corrosion and rust prevention, adapting to varying water conditions, including clear water, slightly sandy water, and salty water, thereby extending the equipment’s service life and reducing maintenance requirements. The diesel engine on the drive side features a high-torque output design, an electric start system, and an automatic preheating function, ensuring rapid ignition and reliable starting, even in cold regions, significantly enhancing the equipment’s availability in extreme environments. A key feature of the fire pump’s intelligent control system is its automated control technology, enabling multiple functions including automatic start, automatic switching, and automatic protection. Upon detecting a drop in system pressure or a main power failure, the control system automatically issues a start command, activating the diesel engine and driving the pump into operation. This entire process requires no human intervention, ensuring rapid response and high reliability. The control system also features comprehensive protection measures, including multiple alarms for overtemperature, overspeed, low oil pressure, high water temperature, abnormal charging, and low fuel, as well as automatic shutdown to prevent equipment damage. The system also supports both manual and automatic operating modes for easy operation and maintenance. In terms of energy efficiency, the diesel-driven fire pump maximizes combustion efficiency by optimizing the fuel supply and air mixing systems, resulting in low specific fuel consumption and long-term operation without excessive fuel consumption. The pump flow path is optimized through fluid dynamics to minimize energy loss, improving overall efficiency by over 10%. This product also offers excellent noise control, employing advanced silencers and anti-vibration brackets to reduce engine vibration and operating noise, ensuring minimal disruption to the surrounding environment even in enclosed spaces. The high-performance diesel-driven fire pump is designed for flexible installation and easy maintenance. The base features a one-piece welded structure for high strength and excellent vibration resistance. The pump and unit are connected by a flexible coupling for easy assembly, disassembly, and calibration. The entire unit undergoes rigorous performance and durability testing before shipment, ensuring that each unit is in excellent operating condition upon delivery. During on-site installation, users only need to connect the suction and discharge pipes, as well as the fuel lines, for rapid commissioning, significantly reducing construction time and commissioning costs. Its maintenance cycle is long, with routine inspections of the fuel filter, engine oil, coolant, and pump seals required. Complex maintenance procedures are unnecessary, resulting in extremely low overall operating costs. This fire pump is particularly suitable for installation in independent fire stations, supporting fire protection systems for building complexes, oil depots, gas stations, offshore platforms, and field construction projects, providing continuous and reliable fire protection in areas with no or unstable power supply. Regarding safety, the diesel-driven fire pump utilizes high-temperature sealing materials and fire protection devices to ensure safe operation even in high-temperature environments. Its exhaust system features a thermally insulated and silenced design to prevent secondary risks associated with excessive exhaust temperatures. It is also equipped with a fuel safety valve and anti-backfire device to effectively prevent fuel leaks or explosions. Stringently designed for protection and corrosion resistance, this product is suitable for complex climates such as high humidity, high salt content, and high temperatures, ensuring long-term stable operation and ensuring the proper functioning of the fire protection system under all conditions. One of the technical highlights of this equipment is its automatic detection and remote monitoring capabilities. By connecting to an intelligent control platform, it enables real-time monitoring of equipment status, data logging, remote activation, and alarm feedback. Operators can view equipment operating status, including water pressure, speed, oil pressure, fuel level, temperature, and operating time, from the control room or a remote terminal, significantly improving management efficiency. The system also automatically sends alerts in the event of an abnormality, prompting maintenance personnel to address it promptly. This feature is particularly suitable for large industrial parks, oil and gas projects, and unmanned pump rooms, providing efficient digital support for modern firefighting management. Performance stability is one of the most significant advantages of diesel-powered fire pumps. Even in high and low temperatures, high humidity, or high altitude environments, the pump unit maintains stable output of rated flow and pressure, unaffected by external power supply fluctuations. Its fuel system can provide continuous fuel supply for over eight hours, making it suitable for long-term firefighting or continuous water supply operations. The pump body adopts an axial suction and radial discharge hydraulic structure, which ensures smooth operation, low noise, and excellent sealing performance, which is not prone to leakage. High-precision bearings and balancing devices ensure extremely low vibration even after long-term operation, extending the service life of the equipment. The overall design of the diesel-driven fire pump fully embodies the principles of “safety, reliability, energy conservation, and intelligence.” It not only meets the requirements of international fire protection standards but can also be customized to meet specific project needs, including flow rate, head, power, control method, and fuel system configuration. Whether serving as the main fire pump for a building complex or an emergency backup pump for an industrial facility, it delivers efficient and stable performance. With the advancement of fire protection technology and the increasing trend towards intelligent fire protection, this high-performance diesel-driven fire pump is gradually becoming a core device in the fire protection systems of various important facilities, providing users with safer, more stable, and more efficient fire protection. It not only represents a powerful power solution but is also an indispensable component of modern fire protection systems, providing solid technical support and reliable protection for fire safety in various complex environments around the world.