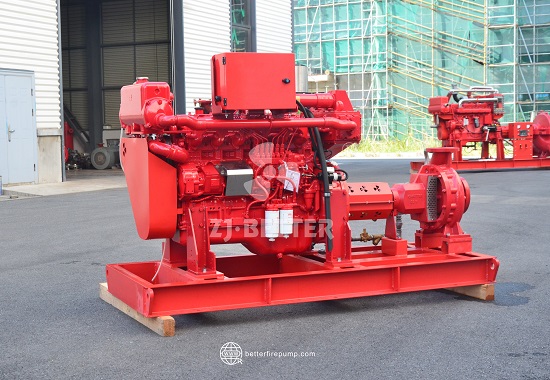
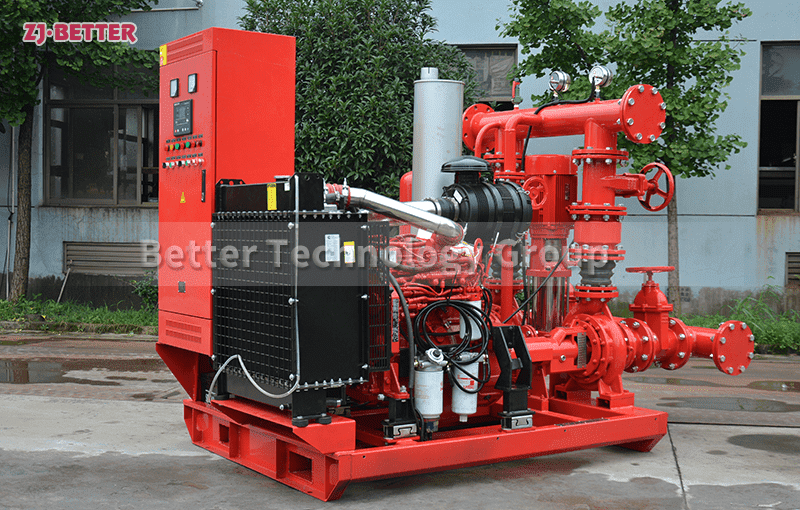
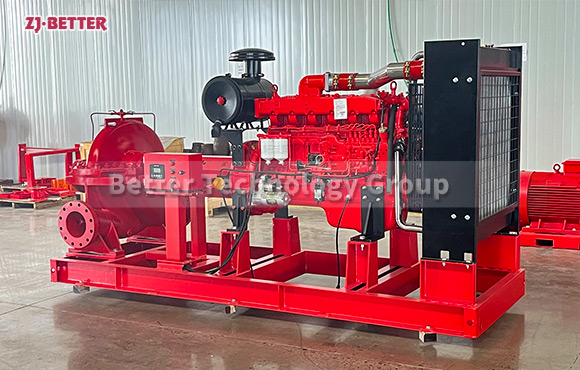
Standardized Open Skid Diesel Fire Pump Unit for Easy Installation and Maintenance
Standardized open-frame diesel fire pump units have the advantages of open structure, convenient installation, simple maintenance and independent power, and are suitable for industrial and building fire protection systems to ensure stable water supply in emergency situations.
Standardized open-frame diesel fire pump units are easy to install and maintain. They are core equipment designed for efficient deployment and reliable operation in modern fire protection engineering. By highly integrating the diesel engine, fire pump, control system, and auxiliary devices, they form a clearly structured and rationally laid-out integrated open-frame unit. This significantly improves the equipment’s adaptability to complex operating conditions and offers great convenience in installation, commissioning, and subsequent maintenance. They are widely used in industrial plants, petrochemical facilities, power systems, ports, large warehousing and logistics centers, and various high-rise building fire protection systems. They are particularly suitable for project environments with high requirements for equipment reliability and rapid deployment. In fire water supply systems, these units are typically used as backup or primary power equipment, quickly put into operation when mains power is interrupted or the main pump fails, driving centrifugal fire pumps via diesel engines. The pump continuously provides a stable high-flow and high-pressure water source, ensuring that the sprinkler and fire hydrant systems can respond quickly and function effectively in the early stages of a fire. In terms of structural design, the open-frame layout is a significant feature of this equipment. It eliminates the traditional enclosed shell structure, using an open steel structure base to directly mount all core components on the same platform, making the overall structure more intuitive and clear, and the connections between functional modules readily apparent. This design not only reduces the equipment’s weight but also greatly facilitates installation and maintenance. In actual projects, construction personnel can more quickly complete equipment positioning and pipeline connections, while also facilitating subsequent inspection and replacement of critical components by maintenance personnel, significantly shortening maintenance time and reducing labor costs. Standardized design further enhances the equipment’s versatility and compatibility through standardized interface dimensions and specifications. The standardized installation holes and layout enable the unit to quickly adapt to different project requirements, reducing on-site modification work and improving overall construction efficiency. In terms of the power system, the equipment uses a high-performance diesel engine as its drive core, featuring rapid start-up, strong power, and stable operation. It can reach rated speed quickly upon receiving a start signal and drive the fire pump to rapidly establish water supply pressure, thus providing timely and effective water supply for the fire protection system. Simultaneously, the diesel engine has excellent independence, not relying on external power supply, and can continue operating even in extreme conditions. This characteristic makes it irreplaceable in critical fire protection scenarios. Regarding hydraulic performance, the unit is typically equipped with a high-efficiency horizontal end-suction centrifugal pump. Through optimized impeller structure and flow channel design, the water flow forms a smooth flow within the pump body and achieves… This type of pump features high-efficiency energy conversion, ensuring stable output under various operating conditions. It boasts advantages such as a wide flow range, high efficiency, and simple structure, meeting diverse needs from low-flow pressure stabilization to high-flow fire suppression. It also exhibits excellent cavitation resistance, maintaining stable operation even in complex pipe network conditions, ensuring continuous and reliable fire water supply. In terms of the control system, the unit is equipped with an intelligent control cabinet, utilizing automation technology to achieve automatic start-up, operation monitoring, and multiple safety protection functions. When the fire pipeline pressure drops or a fire alarm signal is received, the control system can quickly issue a command to start the diesel engine and drive the water pump without manual intervention, significantly improving system response speed. The control system also features low oil pressure protection, high temperature protection, overspeed protection, battery voltage monitoring, and fault alarm functions, ensuring continuous and reliable fire water supply. In case of malfunction, timely protective measures are taken to avoid equipment damage and ensure the safe and stable operation of the system. The unit also features optimized design in terms of fuel and cooling systems. An efficient fuel supply system ensures a stable fuel supply to the engine under various operating conditions. A high-performance filter removes impurities from the fuel, reducing engine wear and extending its service life. The cooling system continuously cools the engine through a radiator and circulating cooling structure, ensuring that the equipment’s performance is not affected by excessive temperature during long-term operation, especially maintaining stability in high-temperature environments or under long-term continuous operation. Regarding operational stability, the standardized open-frame diesel fire pump unit utilizes high-precision manufacturing processes and strict quality control to ensure tight fit between key components, effectively reducing vibration and noise during operation. To improve overall equipment reliability, in practical applications, this equipment is typically used in conjunction with electric fire pumps and pressure-stabilizing pumps to form a complete fire water supply system. During daily operation, the electric pump maintains the pipeline pressure, while in the event of a power failure or increased system demand, the diesel pump can automatically take over the water supply task, thus forming a multi-layered protection mechanism and significantly improving the safety and reliability of the fire protection system. Regarding installation, due to its standardized open-frame structure, the equipment is mostly assembled and debugged before leaving the factory. On-site installation only requires simple foundation fixing, pipeline connection, and electrical connection before it can be put into use. This not only shortens the construction cycle but also reduces the risk of errors caused by human operation. In terms of maintenance, the open structure makes key components easily accessible, allowing maintenance personnel to complete daily inspections and maintenance without disassembling the casing, thereby improving maintenance efficiency and reducing downtime. In terms of efficiency and economy, although diesel generator sets are mainly used for emergency operation, their efficient combustion system and optimized design can effectively reduce fuel consumption and maintenance frequency, thus achieving a lower overall operating cost throughout their life cycle. In terms of application areas, this equipment is suitable for various locations with high fire safety requirements, such as the petrochemical industry’s need to cope with flammable and explosive environments, the power industry’s need to ensure the safe operation of critical equipment, ports and airports’ need for fire protection covering large areas, and large warehousing and logistics centers’ need to ensure cargo safety. These scenarios typically place extremely high demands on the reliability, stability, and rapid response capabilities of the equipment, and standardized open-frame diesel fire pump units are the ideal choice to meet these needs. With the development of intelligent and digital technologies, this type of equipment can also be further integrated with remote monitoring. The system achieves real-time monitoring of equipment operating status through data acquisition and analysis, enabling managers to promptly grasp equipment conditions and perform remote operation, thereby improving management efficiency and reducing labor costs. Overall, the standardized open-frame diesel fire pump unit, with its open structural design, powerful diesel engine, efficient hydraulic performance, and intelligent control system, provides a highly efficient, reliable, and easy-to-install and maintain water supply solution for modern fire protection engineering. It not only responds quickly and provides a stable water source continuously in emergencies, but also reduces operating costs and extends equipment lifespan through optimized design. It is an indispensable piece of equipment in fire protection systems for various buildings and industrial facilities. In future development, this type of equipment will continue to upgrade towards higher efficiency, intelligence, and environmental friendliness, providing the fire protection industry with more advanced and reliable technical support.