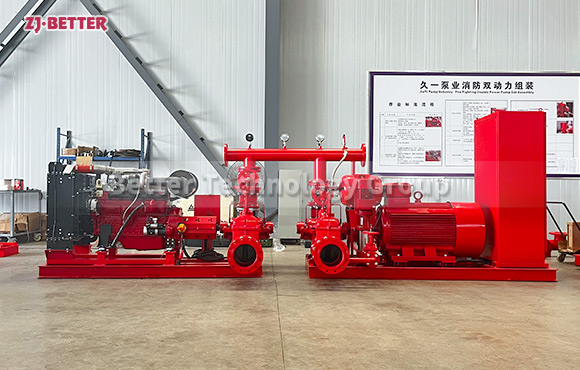
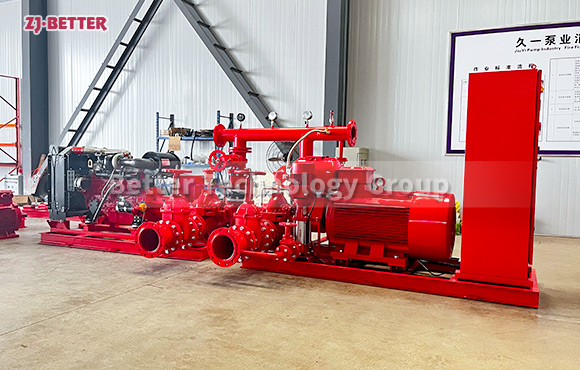
Industrial Diesel Multistage Fire Pump Equipment for Stable Water Supply
Industrial-grade diesel multistage fire pumps have the advantages of high head, large flow rate and independent power, ensuring stable water supply in the event of a power outage, and are widely used in industrial and large-scale fire protection engineering systems.
Industrial-grade diesel multistage fire pumps, a solution for improving water supply stability, are a crucial type of equipment developed for high-reliability and high-intensity application environments in modern fire protection engineering systems. They are widely used in petrochemical, energy and power, large manufacturing plants, ports, airport hubs, and high-rise and super high-rise buildings—places with extremely stringent fire water supply requirements. In these complex environments, fire protection systems not only need continuous and stable water supply capabilities but also must be able to respond quickly and operate continuously under power outages or extreme conditions. Diesel-driven multistage fire pumps are one of the core devices that meet this requirement. Using a diesel engine as a power source and combined with a multistage centrifugal pump structure, they achieve high head, large flow rate, and continuous stable output performance, thus providing reliable protection for the fire protection system. This equipment, in its overall structure, typically consists of a diesel engine, multi-stage fire pumps, an intelligent control system, a fuel system, a cooling system, and a base frame. Through highly integrated design, it forms a complete fire water supply system. The diesel engine boasts strong power output and excellent durability, maintaining stable power output even during long-term continuous operation. It can operate independently even in harsh environments or in the event of a complete power outage, ensuring the fire protection system does not fail due to power problems. This is particularly important for industrial facilities and critical infrastructure. In terms of hydraulic performance, the multi-stage fire pump employs a series design of multiple impellers, significantly increasing the outlet water pressure through progressive pressurization. This allows the equipment to meet the needs of high-rise buildings or long-distance water delivery, compared to traditional single-stage pumps. Multistage pumps offer higher efficiency and more stable operation under high-lift conditions. Through optimized flow channel design and impeller structure, a continuous and stable energy conversion process is achieved within the pump body, reducing energy loss and improving overall efficiency. This equipment maintains stable performance over a wide flow range, providing reliable output whether in low-flow pressure maintenance or high-flow fire extinguishing phases, ensuring the fire protection system is always in optimal working condition. In terms of control system, the industrial-grade diesel multistage fire pump is equipped with an advanced intelligent control cabinet. Through automated control technology, it achieves automatic start-up, operation monitoring, and fault protection functions. When the fire pipeline pressure drops or the system receives a fire alarm signal, the control system can quickly issue a start command to activate the diesel generator. The motor quickly enters working condition and drives the fire pump, thereby establishing stable water pressure in a very short time, providing a timely water source for the sprinkler and fire hydrant systems. Simultaneously, the control system has multiple safety protection functions, including low oil pressure protection, high temperature protection, overspeed protection, battery voltage monitoring, and fault alarm functions, ensuring safe operation or automatic shutdown under various abnormal conditions, effectively preventing equipment damage and improving overall system safety. In terms of structural design, the equipment adopts a modular and integrated design concept, rationally arranging various functional modules on the same base, making the equipment structure compact and easy to install, while reducing on-site construction difficulty and shortening the installation cycle. For pump room environments with limited space, this design can significantly improve space utilization. Furthermore, the base typically adopts… Constructed with high-strength steel and treated with anti-corrosion coatings, the equipment can operate stably for extended periods in humid or corrosive environments. Regarding the cooling system, it typically features a high-efficiency radiator and a circulating cooling system, continuously cooling the diesel engine via air or water cooling to ensure performance is not affected by overheating during long-term operation. The fuel system is rationally designed to ensure a stable fuel supply and is equipped with a high-efficiency filter to prevent impurities from entering the engine, thus extending the equipment’s lifespan and reducing maintenance costs. Industrial-grade diesel multi-stage fire pumps excel in operational stability. High-precision manufacturing processes and strict quality control ensure tighter fit between key components, reducing vibration and noise during operation. With high equipment reliability, this equipment is typically used as a backup main pump in fire protection systems. Together with electric fire pumps and pressure-stabilizing pumps, it forms a complete fire water supply system. Under normal circumstances, the electric pump maintains system operation, while in the event of a power outage or main pump failure, the diesel pump automatically starts and quickly takes over the water supply, ensuring the fire protection system remains available at all times. This multi-layered protection mechanism significantly improves the safety and reliability of the fire protection system. Regarding energy saving and economy, although diesel fire pumps are primarily used in emergency situations, their high-efficiency combustion system and optimized design effectively reduce fuel consumption and equipment wear, thereby lowering long-term operating costs. In terms of maintenance, the equipment design fully considers actual usage needs, with a rational layout of key components for easy daily inspection and maintenance. For maintenance, users only need to periodically inspect and maintain the fuel system, lubrication system, and cooling system to ensure long-term stable operation of the equipment. Furthermore, with the continuous development of intelligent technology, modern industrial-grade diesel multi-stage fire pump equipment can also integrate remote monitoring and data management systems. Through the network, real-time monitoring of the equipment’s operating status can be achieved, enabling managers to promptly grasp the equipment’s condition and perform remote operation, thereby improving management efficiency and reducing labor costs. In terms of application areas, this equipment is suitable for various high-risk and high-requirement fire protection scenarios, such as the fire protection needs of the petrochemical industry to cope with flammable and explosive environments, the power industry to ensure the safe operation of critical equipment, ports and airports requiring fire protection covering large areas, and large warehousing and logistics centers requiring the protection of goods… For applications such as building safety, these locations typically place extremely high demands on fire protection systems. Industrial-grade diesel multistage fire pumps, with their powerful performance and reliability, are an ideal choice. Overall, industrial-grade diesel multistage fire pumps, through their high-lift multistage pressurization design, powerful diesel engine, intelligent control system, and stable and reliable structure, provide efficient and reliable water supply solutions for modern fire protection engineering. They not only respond quickly and provide continuous water supply in emergencies, but also reduce operating costs and extend equipment lifespan through optimized design. They are one of the essential pieces of equipment for ensuring fire safety in various buildings and industrial facilities. With continuous technological advancements, this type of equipment will continue to develop towards greater efficiency, intelligence, and environmental friendliness in the future, providing the fire protection industry with more advanced and reliable solutions.