Precision Control for Every Second: Technical Highlights of Intelligent Electric Fire Pump Units
Discover the advanced features of intelligent electric fire pump sets, designed for fast response, precision control, and seamless remote monitoring. Ideal for high-rise buildings, tunnels, and industrial facilities, this compact all-in-one system ensures reliable fire protection under any conditions.
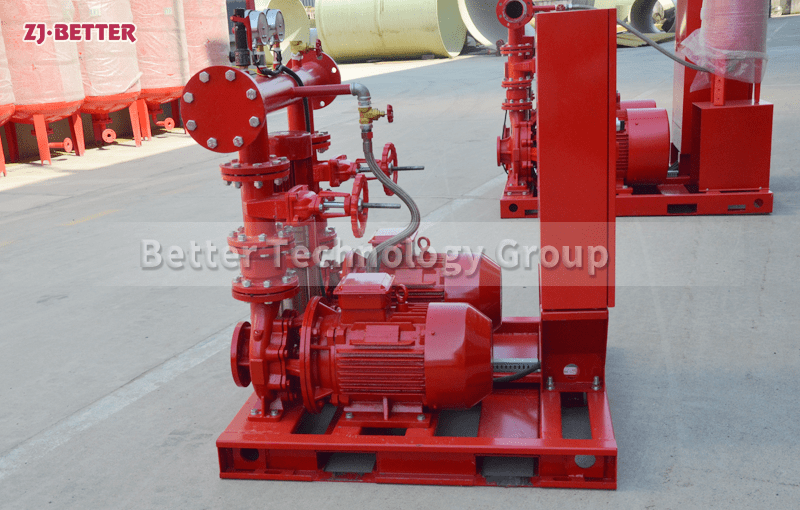
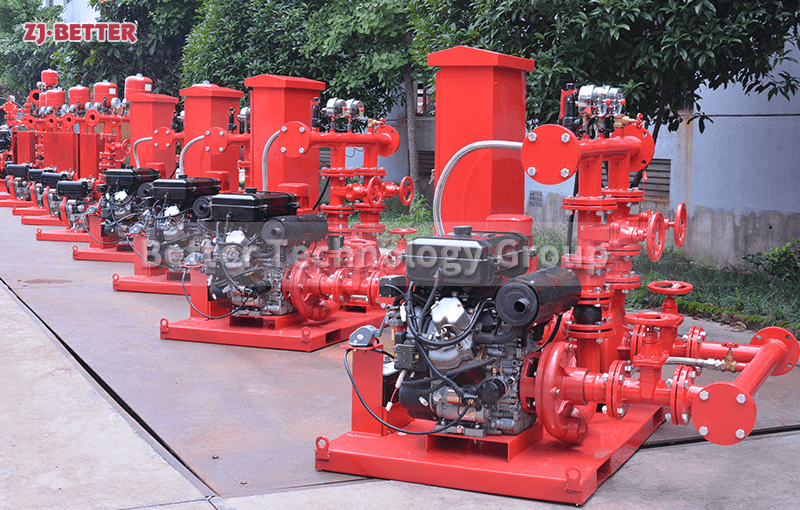
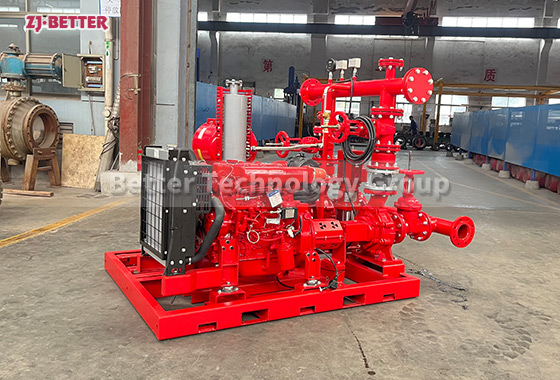
In the current context of increasing demands for faster response times and greater system accuracy in fire safety, intelligent electric fire pump sets have emerged as critical core equipment in modern fire safety systems due to their outstanding technical performance. This product integrates high-efficiency motors, advanced sensor technology, automatic control systems, and remote communication modules, aiming to provide rapid, stable, and precise water supply support for various application scenarios such as buildings, industries, and municipal facilities. From a structural design perspective, the entire system adopts a modular integrated layout, with key components such as the pump body, motor, control cabinet, and pressure tank scientifically integrated onto a single base platform. This not only significantly reduces installation space but also makes transportation, hoisting, and post-installation maintenance more convenient and efficient. The motor section of the electric fire pump set adopts a high-efficiency, low-noise design, combined with a high-performance coupling to ensure smooth power transmission between the pump and motor, thereby effectively improving the equipment’s startup response time and overall system stability. Additionally, the pump body is made of high-strength cast iron or stainless steel, offering excellent pressure resistance and corrosion resistance, enabling it to operate reliably in harsh environments such as high temperatures, high humidity, and high salt fog, ensuring stable water supply and prolonged operation. The intelligent control system is the core of the entire system, combining a PLC programmable logic controller with an LCD human-machine interface to enable real-time monitoring and adjustment of multiple critical parameters such as startup mode, operational status, pressure feedback, and current/voltage levels. The system features multiple intelligent functions such as automatic startup, automatic switching, abnormal alarm, and remote control. Users can remotely set operating modes via the control panel or the配套cloud platform, and monitor the equipment’s operational status in real time, significantly enhancing operational convenience and precision. In emergency situations, such as a main power outage or sudden drop in system pressure, the control system can immediately instruct the pump set to start operation, with a response time as low as a few seconds, truly achieving the high-standard requirement of “automatic operation without human intervention.” To address complex water demand requirements, this electric fire pump set features robust pressure regulation and flow response capabilities, supporting the setting of multiple pressure start/stop points combined with variable frequency functionality for automatic adjustment. This effectively prevents water hammer effects and overpressure losses while balancing energy efficiency and extended pump lifespan. In terms of safety design, the equipment is equipped with multiple protective mechanisms, including overload protection, phase loss protection, short-circuit protection, leakage protection, and fault self-diagnosis, ensuring the system maintains continuous, stable, and safe operation even under extreme conditions. The entire pump set supports integration with building fire protection systems, meeting national GB standards and UL/FM international certification requirements. It is widely applicable to high-rise residential buildings, commercial complexes, hospitals, subways, tunnels, warehousing and logistics parks, as well as petrochemical and power energy facilities with stringent fire protection requirements. During installation and commissioning, the manufacturer provides standard wiring diagrams, operating instructions, and remote technical support, enabling users to quickly complete the setup and begin operation. Overall, the intelligent electric fire pump system not only achieves high levels of integration and modularization in its technical design but also demonstrates multiple advantages in application, including rapid response, stable operation, precise control, and strong adaptability. It is an indispensable key component in the construction of high-standard fire protection systems in the new era. As urban construction density continues to increase and fire safety regulatory standards become increasingly stringent, such advanced pump sets equipped with intelligent monitoring, adaptive control, and remote management functions will become the mainstream choice for future fire safety systems. They not only represent a new pinnacle in fire pump technology but also provide stronger technical safeguards for building safety.





.jpg)