Advantages of Horizontal Centrifugal Fire Pumps in High-Rise and Warehouse Firefighting
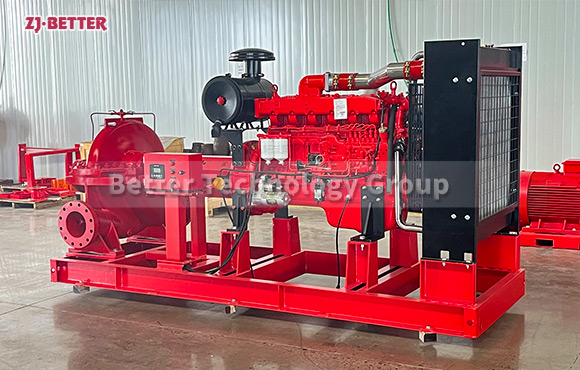
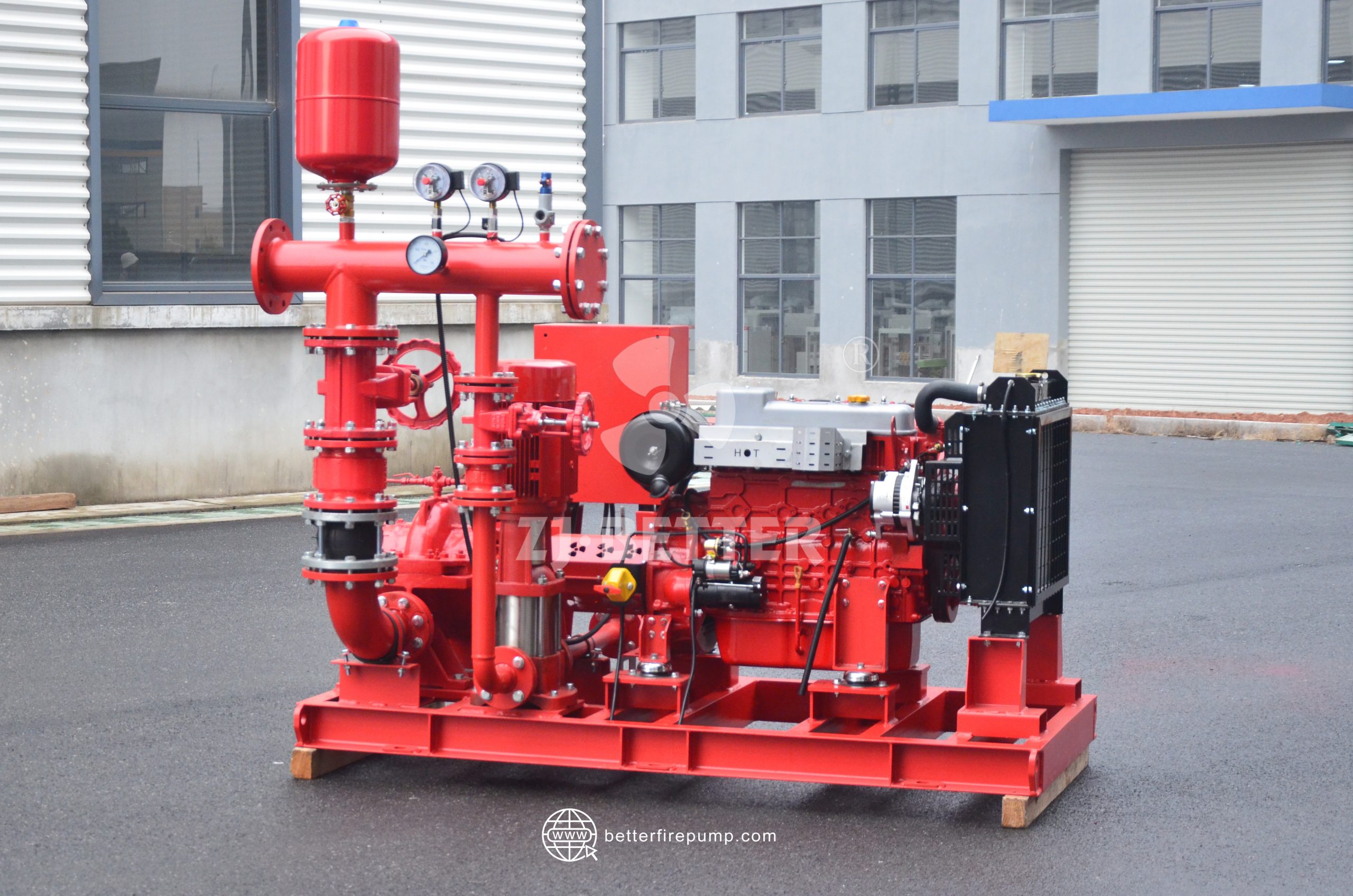
This horizontal split case centrifugal fire pump is a high-efficiency, stable, and reliable firefighting solution designed to meet high-flow demand in large buildings and industrial facilities. Its unique double-suction design delivers higher flow rates and outstanding hydraulic performance, significantly enhancing fire suppression efficiency. Constructed with thickened cast iron, the pump is corrosion-resistant and pressure-resistant, ensuring durability in harsh environments. It can be driven by either an electric motor or diesel engine, offering flexible installation options. Widely used in high-rise buildings, airports, ports, power plants, petrochemical sites, and warehouses, this pump is a vital component for rapid response and effective firefighting.
As urban development increasingly shifts toward high-rise structures and expansive industrial facilities, fire protection systems must meet more demanding standards. Horizontal centrifugal fire pumps have emerged as essential components in these applications, offering unmatched hydraulic efficiency, operational reliability, and intelligent control capabilities.
From a structural perspective, the horizontal centrifugal pump boasts a compact footprint and space-efficient layout, making it ideal for confined installations such as basement pump rooms and mechanical mezzanines. Built from high-strength cast iron or stainless steel, the pump exhibits excellent corrosion resistance and pressure tolerance—delivering extended service life and reduced maintenance costs.
Operationally, these pumps are known for their high efficiency and energy-saving performance. With an optimally engineered hydraulic model, the pump maintains stable head and flow output across various working conditions. This ensures adequate pressure delivery to upper floors while maintaining steady performance in lower zones. Coupled with low-noise, low-temperature-rise motors, the system delivers quiet and continuous operation.
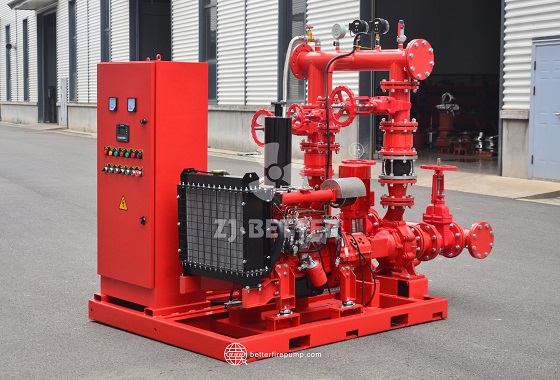
The pump can be seamlessly integrated with variable frequency drives (VFDs), allowing it to automatically adjust flow and pressure in response to fire protection demand fluctuations—enhancing both efficiency and responsiveness. Intelligent control panels and remote monitoring systems support one-button start, real-time fault diagnostics, and remote alerts, providing a modern and automated fire safety solution.
In large warehouse applications, horizontal centrifugal pumps can be configured in multi-pump systems, ensuring a continuous and stable water supply for both sprinkler and hydrant systems, even under high-demand or emergency conditions.
In conclusion, horizontal centrifugal fire pumps are distinguished by their energy efficiency, compact structure, intelligent adaptability, and robust performance. They are the preferred solution for fire protection systems in high-rise buildings and large-scale logistics centers—providing reliable, uninterrupted protection where it matters most.