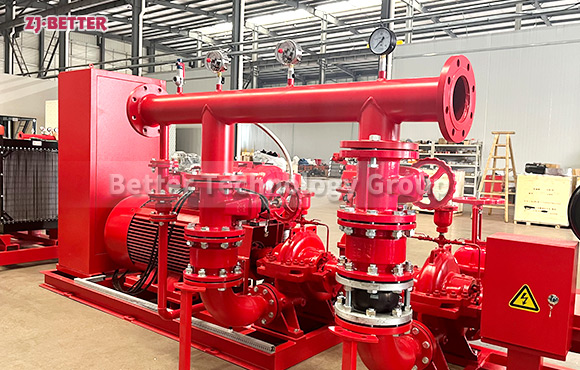
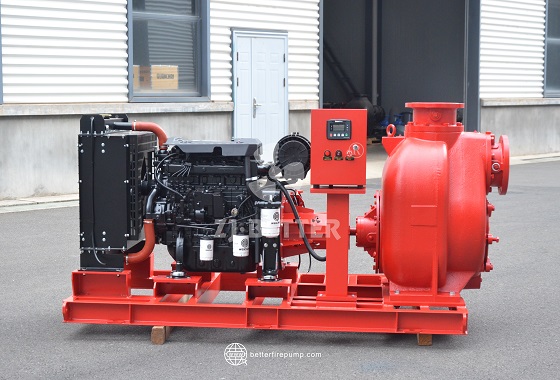
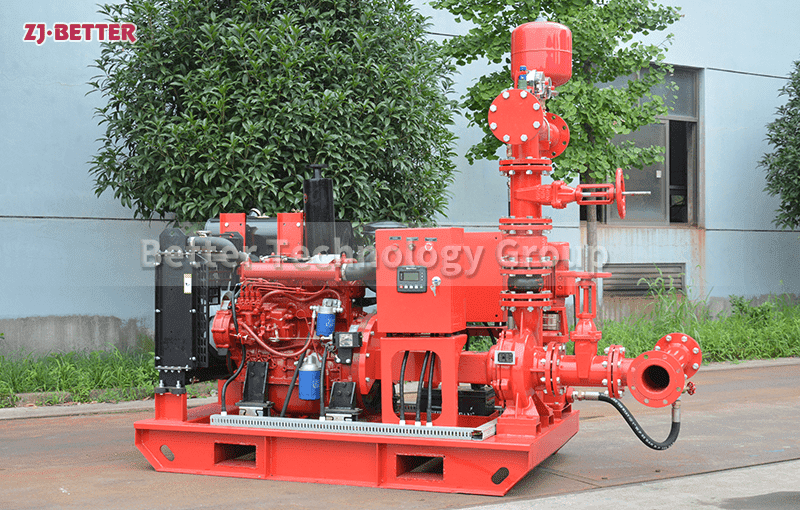
Small fire pump set-Production and packaging
Small fire pump set—With small flow, small lift and diesel electric matching, it is suitable for small buildings, small in size, small in floor area, and can save a lot of space and installation. It is the first choice of many foreign customers.Better Technology Group is committed to the production, testing, packaging, delivery and technical development of fire pumps. It researches pump products in many aspects and brings high-quality and high-performance fire pump products to many countries.
BETTER GROUP Technology Co,ltd, we are not only the manufacturer of fire pumps, but also the creator of fire pumps. Today, we continue to develop and research, and improve the quality and efficiency of fire pumps to an unprecedented level.
The company’s main products are submersible fire pump, city emergency drainage pumps, diesel fire pumps, gas top pressure fire water supply equipment, catering oil-water separation equipment, tank fire booster pump integrated regulator water supply equipment, B series submersible sewage pump, AST Building Civil dedicated
sewage pump series, WQ, QW series submersible sewage pump, ISG, IRG, IHG, ISGD series vertical pipeline pump, ISW, ISWD series of horizontal centrifugal pumps, DL Vertical multi-stage pump, GDL type will be demolished multi-stage pipeline pump, LG, LG-B type will be demolished high-rise building water supply multi-stage pumps. The company’s main products are in line with high-tech fields supported by the state.